Ordinary Practice Of Forging. Part 4
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
Ordinary Practice Of Forging. Part 4
It is usual in punching holes through thick pieces, to throw a little coal-dust into the hole when it is partly made, to prevent the punch sticking in so fast as it otherwise would: the punch generally gets red-hot in the process, and requires to be immediately cooled on removal from the hole.
In making a socket, or a very deep hole in the one end of a bar, some difficulty is experienced in getting the hole in the axis of the bar, and in avoiding to burst open the iron; such holes are produced differently, by sinking the hole as a groove in the center of a flat bar by means of a fuller; the piece is is cut nearly through from the opposite side, folded together lengthways, and welded. The hole thus funned will only require to be perfectcd by the introduction of an appropriate punch, and to be worked.
on the outside, with those tools required for dressing off its exterior surface, whilst the punch remains in the hole to prevent its sides from being squeezed in: this method is very good.
For punching square holes, square punches and bolsters are used, and fig. 110, the split bolster, is employed for cutting out long rectangular holes or mortises, which arc often done at two or more cuts with an oblong punch.
Mortises, when of still greater length, are usually made by punching a hole of their full width at each end, and cutting out a strip of metal between them, by two long incisions made with the rod-chisel; at other times one cut only is made, and the mortise is opened out; this retains all the iron, but makes the ends narrower than the middle. In finishing a mortise, a parallel plate or drift is inserted in the slit, the drift is laid across the chaps of the vice, whilst the bar of iron lies partly between its jaws; in order that the blows of the hammer may be effective, on the upper and under surfaces of the one rib at the same time. The drift serves as a temporary anvil, the other rib is completed in the same manner, and the work is finally closed to its true width upon the anvil, the drift still lying in the mortise.
When a thick lump is wanted at the end of a bar, it is often made by cutting the iron nearly through and doubling it backwards and forwards, as in fig. 111; the whole is then welded into a solid mass as the preparatory step.
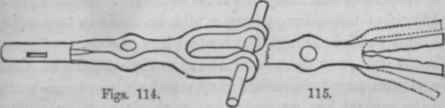
A piece with three tails, such as fig. 1 14, is made from a large square bar; an elliptical hole is first punched through the bar, and the remainder is split with a chisel, as in fig. 115, the work at the time being laid upon a soft-iron cutting plate in order to shield the chisel from being driven against the hardened steel face of the anvil; the end is afterwards opened into a fork, and moulded into shape over the beak-iron, as indicated by the dotted lines.
The concave lines about the object are principally worked with the fuller, or half-round set-hammer; and in making all the holes, narrow oval punches are used as described at the commencement, and the slits are enlarged into circular holes by conical mandrels; these bulge the metal out, and the holes are more judiciously formed in this manner than if the metal were wasted by cutting out great circular holes, which would sever a large quantity of the fibres and reduce the strength.
The mandrels are left in the holes whilst the parts around them are finished, which tends to the perfection of both parts; as the holes more closely copy the mandrels, and the marginal parts are better finished when the apertures are for the time rendered solid. Supposing a hole to be wanted in the cylindrical part of the work that should be finished between the rounding tools; the mandrel could not be allowed to remain in; and therefore a short piece of iron is forged or drawn down to the size of the hole, cut off in length to the diameter of the part, and inserted in the hole to preserve it from being compressed, yet without interference with the completion of the cylindrical portion; which accomplished, this little bit, called by the un-mechanical name of a devil, is driven out, unless by a very careless use of the welding temperature it should have been permanently fastened in. Towards the conclusion a long mandrel is passed through the two holes in the fork of fig. 114, to show whether their common axis is at right angles to the main rod, otherwise the one or other arm is drawn out, or upset, according as the work may err in respect to deficiency or excess of length. Such a piece as fig. 114, if of large dimensions, would be made in two separate parts, and welded through the central line or axis.
Should it happen the two arms are not quite parallel, that is, when viewed edgeways should they stand oblique to each other, or to the central bar, an error that could scarcely be corrected by the hammer alone; the work would be fixed in the vice with the two tails upwards, and the one or other of these would be twisted to its true position by a hook wrench or set, made like the three sides of a square, but the one very long to serve as a lever; it is applied exactly in the manner of a key, spanner, screw wrench, in turning round a bolt or screw. The hook wrench is constantly used for taking the twist out of work, or the error of winding, as the hammer can only be successfully employed for correcting the curvatures of length.
Some bent objects, such as cranks and straps, arc made from bar-iron, bentt over specific moulds, which are sometimes made in pairs like dies, and pressed together by screw contrivances. When the moulds are single, the work is often retained in con-tact with the same, at some appropriate part, by means of straps and wedges; whilst the work is bent to the form of the mould by top tools of suitable kinds. Objects of more nearly rectilinear form are cut out of large plates and bars of iron with chisels; for example, the cranks of locomotive engines are faggoted up of several bars or uses laid together, and pared to the shape: they are sometimes forged in two separate parts, and welded between the cranks, at other times they are forged out of one parallel mass, and afterwards twisted with a hook-wrench, in the neck between the cranks, to place the latter at right angles. The notches are sometimes cut out on the anvil whilst the work is red-hot; or otherwise by machinery when in the cold state.
A very different method of making rectangular cranks and similar works is also recommended, by bending one or more straight bars of iron to the form; the angles, which are at first rounded, arc perfected by welding on outer caps. In this case the fibre runs round the figure, whereas when the gap is cut out, a large proportion of the fibres arc cut into short lengths, and therefore a greater bulk must be allowed for equal strength: this method is however seldom used.
All kinds of levers, arms, brackets and frames, are made after these several methods, partly by bending and welding, and partly by cutting and punching out; and few branches of industry present a greater variety in the choice of methods, and which call the judgment of the smith continually into requisition.
Continue to:
My Books

