Section II. - Preparation Of Ivory, Etc
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
Section II. - Preparation Of Ivory, Etc
On account of the great value of ivory, it requires considerable judgment to be employed in its preparation, from three conditions observable in the form of the tusk; first, its being curved in the direction of its length; secondly, hollow for about half that extent, and gradually taper from the solid state to a thin feather edge at the root; and thirdly, elliptical or irregular in section. These three peculiarities give rise to as many separate considerations in cutting up the tooth with the requisite economy, as the only waste should be that arising from the passage of the thin blade of the saw: even the outside strips of the rind, called spills, are employed for the handles of penknives, and many other little objects; the scraps are burned in retorts for the manufacture of ivory black, employed for making ink for copperplate printers, and other uses; and the clean sawdust and shavings are sometimes used for making jelly.
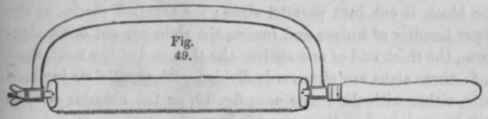
The methods of dividing the tooth either into rectangular pieces, or those of circular figure required for turning, are alike in their early stages until the lathe is resorted to: I propose, therefore, to begin with the former. The ivory saw, fig. 49, is stretched in a steel frame to keep it very tense; the blade generally measures from fifteen to thirty inches long, from one and a half to three inches wide, and about the fortieth of an inch thick; the teeth are rather coarse, namely, about five or six to the inch, and they are sloped a little forward, that is between the angle of the common hand-saw tooth and the cross-cut saw. The instrument should be very sharp and but slightly set; it requires to be guided very correctly in entering, and with no more pressure than the weight of its own frame, and it is commonly lubricated with a little lard, tallow, or other solid
* The substance of the ivory is not in all cases thus injured by the balls, and Mr. Combe (Philos. Trans. 1801, p. 165,) explains in a very satisfactory manner, how a bullet may enter the tusk of an elephant and become embedded in the ivory without any opening for its admission being perceptible. This he elucidates on the supposition of the ball entering at the root, descending into the hollow, and being covered up by the growth of the layers, which are successively deposited upon the central vascular pulp, in the formation of the tooth according to the process commonly observed in similar cases. He cites an instance of a spearhead seven inches long, having been thus embedded in the tusk of an elephant, from entering at the thin part near the skull of the animal.
The cutler generally begins at the hollow, and having fixed that extremity parallel with the vice, with the curvature upwards, he saws off that piece which is too thin for his purpose, and then two or three parallel pieces to the lengths of some particular works, for which the thickness of the tooth at that part is the most suitable; he will then saw off one very wedge-form piece, and afterwards two or three more parallel blocks.
In setting out the length of every section, he is guided by the gradually increasing thickness of the tooth; having before him the patterns or gages of his various works, he will in all cases employ the hollow for the thickest work it will make. As the tooth approaches the solid form, the consideration upon this score gradually ceases, and then the blocks are cut off to any required measure, with only a general reference to the distribution of the heel, or the excess arising from the curved nature of the tooth, the cuts being in general directed, as nearly as may be, to the imaginary center of curvature.* The greater waste occurs in cutting up very long pieces, owing to the difference between the straight line and the curve of the tooth, on which account the blocks are rarely cut more than five or six inches long, unless for some specific object.
In subdividing those blocks which are entirely solid, no great difficulty is experienced: in those which are nearly solid, as in fig. 50, the first step is to cut a central slice just thick enough to avoid the hollow, unless the pieces a, b, are required to have some particular size; c, d, Mould serve for leaves for miniatures or veneering, and the remainder would be cut up of any required sizes, as sketched beyond c, d. For square pieces of similar size, the block is cut into parallel slabs; for bevelled pieces, as the taper handles of knives and razors, the slabs are cut out wedge-form, the thick end of one against the thin end of the next, as at e,f: these slabs are afterwards divided with parallel or inclined cuts, either with the frame saw, fig. 49, or the circular saw, as will be explained in the second volume.
* A very convenient method of marking out the tooth into equal lengths, is by the employment of a parallel strip of thin sheet copper, as wide as the length of the pieces; it is bent on the inner side of the tooth half round the same, and a line is scored on each side; when several pairs of marks are thus made, they show angular spaces betwixt them, and the saw is sent exactly midway through the angles. The block then truly represent so many key-atones of an arch.
In flat works, such as razor and knife handles, the broad surfaces, if cut radially, would show the edges of the rings or layers of the ivory; but cut parallel with the curve, or as the tangent, the grain is much less observable, and the ivory appears finer. In the keys for piano-fortes this is particularly attended to, the finest broad keys are always cut upon the flat side of the oval, as at f, those upon the long diameter are cut into the narrow pieces called tails, (used between the black keys,) and the intermediate parts, are cut obliquely as at g, this causes much waste.
For such pieces as have large hollows more management is necessary, as the thickness and curvatures of the material have to be jointly considered. When the hollows are thin, they are cut into squares or handles as large as the substance will allow; but on account of the circular section of the tooth, some of the pieces, if not all, must necessarily be angular or wedge-form; as regards pieces for the lathe this is of little consequence.
Continue to:
My Books

