Section IV. - Engineers' Shearing Tools; Generally Worked By Steam Power
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
Section IV. - Engineers' Shearing Tools; Generally Worked By Steam Power
The earliest machines of this class were scarcely more than a magnified copy of the bench shears shown on page 915, but made very much stronger, thus fig. 926, represents a shearing and squeezing tool used in some iron works and smithies. It has one massive piece that is fixed to the ground, and jointed to it is the lever, which carries at a, a pair of shearing cutters situated exactly on two radii struck from the center of motion; this machine has also two squeezers b, for moulding pieces of iron when red-hot to the particular forms of the dies. The longer end of the lever is united by a connecting rod to an excentric stud in the disk d, which is made to revolve by the steam engine.
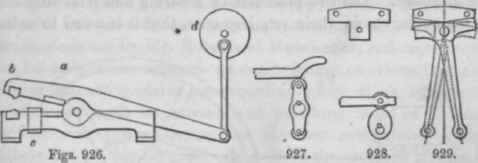
The late Mr. Penn of Greenwich, moved his shears by means of an axis carrying two rollers, placed at the extremities of a diametrical arm, as in fig. 927. The one roller acts on the radial part of the shear lever in the act of cutting, and the curved part then allows the lever to descend by its own weight rapidly, without a jerk, by the time the other roller comes into action for the succeeding stroke of the machine, which by this double excentric makes two reciprocations for every revolution of the shaft.
It is however more usual to employ cams, as in fig. 928, and in this case the part of the cam which lifts the shear lever usually spiral, so as to raise it with equal velocity; the curve of the back is immaterial, provided it forms a continuous line so as to prevent the lever descending with a jerk.
Fig. 929 represents the double shears contrived by the late Sir John Barton for the Royal Mint, the one part, shown also detached, presents two horizontal but discontinuous edges with the axis in the center, this piece is fixed to a firm support; the other or the moving part somewhat resembles the letter T or a pendulum, to the lower end of which, and beneath the floor is joined a connecting rod, that unites the pendulum with an excentric or crank driven by the engine. The machine is double, or cuts on either side, and has two pairs of rectangular cutters of hardened steel, which may be shifted to bring the four edges of all of them successively into action.
Boiler makers have great use for powerful shears for cutting plate iron from 1/4 to 1/2, and sometimes 3/4 inch thick; and the next stage of their work is to punch the rivet holes by which the plates are attached. The two processes of shearing and punching are so far analogous in their requirements, that it is usual to unite the two processes in one machine; and as it sometimes happens the boiler maker's yard is at a distance from the general factory, it then becomes necessary to work the shears by hand with a winch handle, and which is effected in the manner shown in fig. 930, by the introduction of only one wheel and pinion. The wheel is fixed on the cam shaft, the pinion on the same axis that carries the heavy fly-wheel employed to give the required momentum; this mode of working the shearing and punching engine it perfectly successful, but of course lets economical than steam or water power, the agency of which the machine is also adapted to receive.
Fig. 930.
When shears that move on a joint and have radial cutters at fig. 926, are employed for thick bars, owing to the distance to which their jaws are opened, they meet at a considerable angle, and therefore from their obliquity they do not grasp the thick bar, but allow it to slide gradually from between them, to prevent which a rigid stop is added at the part c, fig. 926, when, as the bar can no longer slide away it becomes severed. The shears with radial cutters, are also liable from their very oblique action to curve the plates, neither do they serve for making long cuts, as the joint then prevents the free passage of long work.
All these inconveniences however are obviated in the shearing machines with slides, in which the edges approach in a right line instead of radially, and are also nearly obviated in the very massive and powerful shearing and punching tool with jointed lever, designed by Mr. Roberts of Manchester, and represented in fig. 930, which occupies an entire length of eleven feet, and serves for cutting plates not exceeding 3/4 inch thick, cutting 12 inches in length at a time, and punching holes of 1 1/4 inch diameter in 3/4 inch iron. The shearing cutters are in this machine 15 inches long and raised above the center of motion, as they lie on a chord instead of a radius, the longest pieces may therefore be cut without interference from the joint, and the cutters have the further advantage of meeting at a much smaller angle than if fitted radially.
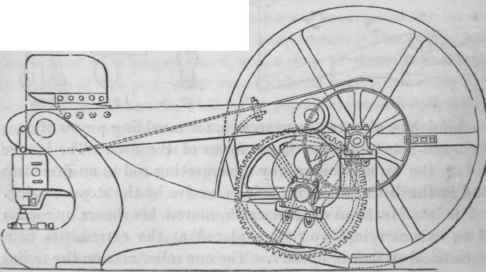
The portable punching and shearing machine shown in front and side elevation in figs. 931, and 932, was also designed by Mr. Richard Roberts, it will serve for a general example of such machines, as the differences in the several constructions are only those of form and arrangement, and not of principle.
This machine stands upon a base of a triangular form, and has in front a strong chamfer slide, which is reciprocated in a vertical Hue, by an excentric that is concealed from view, it being immediately behind the slide, and upon the same axis as the excentric is the toothed wheel. The pinion that takes into this wheel, is on the shaft that carries the fly wheel, and one of the arms of the latter, receives the handle by which the machine is usually worked; or if it is driven by power, fast and loose pulleys are then fixed on the same axis as the fly wheel.
922 Roberts' shearing and punching machines.
The upper part of the slide carries a shearing cutter, which is about 7 inches wide, and meets a similar cutter that is fixed to the upper and overhanging part of the casting. The cutters although ground with nearly rectangular edges, are bevilled to the extent of about three-fourths of an inch in the direction of their length, that they may commence their work on the one edge, and therefore more gradually than if the entire width of the cutter penetrated at the same instant; this degree of obliquity does not cause the work to slide from the shears, neither does it materially curl up the work; and as the blades are quite clear of the framing, a cut may be extended throughout the longest works, provided the cut is not more than five inches from the edge of the plate, the distance of the cutters from the framing of the machine.
Continue to:
My Books

