Section III. - Shears For Metal Worked By Manual Power
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
Section III. - Shears For Metal Worked By Manual Power
When metals are very thin such as the latten brass used for plating and other purposes, they may be readily cut with stout scissors; and accordingly we find the weakest of the shears for metal, are merely some few removes in strength, beyond the strong scissors for softer substances.
It is however to be observed, that as common scissors are sharpened to an angle varying from about 50 to 60 degrees, they may fairly be considered to cut the materials submitted to their action; but shears for metal have in general rectangular edges, as they are seldom more acute than 80 degrees, and therefore instead of cutting into the material, they rather force the two parts asunder, by the pressure of the two blades being exerted on opposite sides of the line of division.
It was recently stated to be of the utmost importance, that the blades of the weaker or elastic kind of shears should be absolutely in contact, or else thin flexible materials would be folded down between their blades without being cut.
And it may now be urged as of equal importance, that the blades of the shears for metal should be also exactly in contact, not that rigid plates or bars of metal could be bent or folded down between their blades, even if these were a little distant; but the resistance to the operation of cutting would be then enormously increased, because the force exerted to compress the shears, would not be then exerted in the line of their greatest resistance, which is strictly the case when the edges truly meet in one plane.
* Messrs. Sugden and Son, of Leeds, makers of machinery for the manufacture of cloth, kindly furnished the author with the information from which the above remarks were gathered.
If the blades were distant as in fig. 924, from the want of direct support, the bar or plate would be tilted up, and become jammed, this would tend further to separate the blades, and the shears would be strained or perhaps broken without dividing the bar, whereas all these evils are avoided if the shears close accurately in one and the same plane, as if the lower blade were shifted to the dotted line, and in which case they require the least expenditure of power and act with the best effect.
Having now in accordance with the general method of this work, noticed the principles on which the shears for metal act, the author will proceed to describe some of the ordinary forms of the instrument.
Hand shears which are the smallest of these tools, are made of the form represented in fig. 920, and vary from about four to nine inches in total length, they are much used by tinmen, coppersmiths, silversmiths and others who work in sheet metals, and are often called snips, to distinguish them from bench shears; sometimes however they are fixed by the one limb in the table or tail vice, and then become essentially bench shears, and this enables them to be used with somewhat increased power.
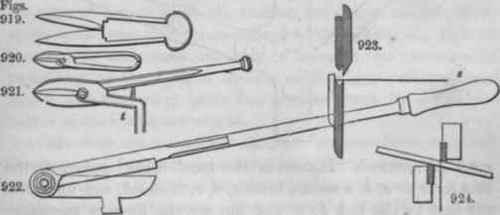
Bench shears of the ordinary form are represented in fig. 921, the square tang /, is inserted in a hole in the bench, or in a large block of wood, or else in the chaps of the bench vice itself; a less usual modification is seen in fig. 922, with the joint at the far end, and the cutting part between the joint and the handle.
Bench shears vary in total length from about one foot and a half to four feet, and the blades occupy about one-fifth of the length, sometimes to increase the power of these shears, the handle is forged thicker at the end to add weight, so that when the instrument is closed with a jerk, it may by its momentum cut thicker metal than could be acted upon by a simple thrust, but when considerable power is required, it is better to resort to the shears next described.
Purchase shears which are represented in fig. 925, are in every respect more powerful than those previously noticed, the framing is much more massive, and the cutters are rectangular bars of steel inserted in grooves, to admit of their being readily sharpened or renewed. Instead of the hand being applied on the first lever or a, b, a second lever c, d, e, is added, and united to the first by. the link b, d, and but for the limit of the paper the hand lever c, d, e, would have been represented of twice its present length.
Fig. 925.

As the length of the part a, b, is three to four times the length of c, d, the hand has to move through three to four times the space it would if applied directly to the shear lever, and consequently the purchase shears have three to four times the force of common shears, supposing the manual lever to be of equal length in each kind. There is usually at the back of the moving blade, a very powerful spring or back stay, to keep the two edges in contact, and still further behind a stop to determine the lengths or widths of the pieces sheared off.
Before using shears, in those cases where the stop is not employed to determine the width, it is usual to mark on the work the lines upon which it is intended to be sheared, the shears are then opened to the full, and the extremity of the line is placed in the angle formed by the jaws; if the work is short, it is also observed whether the opposite end of the line lies exactly on the edge of the lower blade, but if the work is long, the guidance is less easy. When the blades are closed the work will probably slip endlong, notwithstanding the resistance of the hand, until the angle at which the blades meet is so far reduced that they begin to grasp the work, when the extreme edge will be first cut through, and then the incision will be extended to the full length of the blades.
As however each successive portion is severed, the two parts are bent asunder to the angle formed by the blades, and both pieces become somewhat curved or curled up; provided the cut is through the middle of the sheet so that both are equally strong, the two parts become curved in the same degree, but when a narrow and consequently weaker piece, is removed from the edge of a wide sheet, the curling up occurs almost exclusively in the narrow strip on account of its feebleness. In long pieces it is sometimes necessary to increase the curvature in order that as the work is sheared off, the one part may pass above, and the other below the rivet or screw by which the halves of the shears are united.
When from use or accident the joint becomes loose, so as not to retain the two parts in contact, in order to make the shears cut, the moving half must be pressed against that which is fixed to the pedestal or tail vice. Sometimes the sway of the blades of jointed shears is prevented, by allowing the moving arm to pass through a loop or guide which may retain it in position.
Such a guide is mostly used in the light shears with which printers cut their space line leads, or those thin slips of metal inserted between the lines of type, to separate them and make the printing more open. The leads are cast in strips about a foot long, and are cut into pieces of the exact width of a page, by laying them in a trough having at the end a pair of shears, and beyond these a stop to determine the precise length, so that any number of the leads may be cut exactly to the length required. Before adverting to the powerful shears used by engineers, two modifications of those already described will be noticed.
Fig. 923, page 915, represents the section through the blades of a pair of shears invented by Mr. Collett, by which the tags or tin ferrules at the end of silk laces are cut and bent at one process, the general aspect of the tool being that of fig. 921, page 915. The shearing blades are shaded obliquely in fig. 923, and to the lower, which is fluted on the edge, is attached a stop that determines the width of the piece removed from the strip s, to make the tag. The upper shear blade, which is ground more acutely than usual, carries a ridge piece, (shaded vertically,) which compresses the strip as it is cut off, into the fluted edge of the lower blade, and thereby throws it into a channelled form; and by the employment of a pair of hollow pliers, or else a light hammer and a hollow crease, the bending is readily completed, and the tag attached to the cord.*
A nearly similar machine, but constructed more in accordance with the printers' space line shears, is used for cutting slips of thin latten brass, into the channelled pens used in stationers' machines for ruling the blue and red lines on paper for account books, etc. The one side of a slip of brass 1 1/2 inch wide, is thus cut and channelled at intervals suited to every line; the sides of every channel are closed to form a narrow groove, and the intervening pieces are removed with hand-shears. The compound pen is fixed on a hinged board, and a strip of thick flannel laid at the top of the pen, is saturated with ink which flows steadily down all the channels, whilst the paper is moved horizontally under the pens, by two or three rollers and tapes, somewhat as in the feeding apparatus of printing machines, and thus the whole page is ruled one way and very quickly.
Shears of the above kinds with rectilinear blades, are not suited to cutting out curvilinear objects, such for example as the sides of callipers a fig. 950, page 933. The outline of such callipers is first of all marked on the sheet of steel from a templet, and with a brass wire which leaves a sufficient trace; the outline is followed with a hammer and chisel upon an anvil, the chisel having a rounded or convex edge. Detached cuts running into one another are made around the curve, and the work is finally separated by pinching it in the tail vice successively at all parts of the curve, and wriggling the other edge of the sheet with the hand until it breaks."
The vice is often also used for cutting off straight pieces, which are then fixed with the line of division exactly flush with the haps, and an ordinary straight chisel is so applied, that the of the tool rests on the chaps of the vice, and the edge lies at a small angle to the work, and after every successive blow, the chisel is moved a little to the left without losing its general position.
* See Transactions of the Society of Arte, London, 1826, vol. xliv., page 76.
Continue to:
My Books

