Section II. - Boring Collars, Sliding Guides And Back Stays
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
Section II. - Boring Collars, Sliding Guides And Back Stays
The boring collar, is employed to support long works while the interior is bored or turned hollow, when it replaces the popit head. It is almost a reproduction of the collar shown by Bergeron, in the modification of the pole lathe fig. 22; used to support one end of all hollow works against the back center, previously to the introduction of the lathe mandrel. Now, hollow work of moderate length, is driven into a chuck to be carried on the mandrel without further support, and the boring collar is usually only required when the work is too long to be safely carried in this manner.
The necessity for the application of the boring collar, is determined by the relative length and diameter of the work. Thus, in wood or ivory turning, a piece half an inch diameter and three inches long, securely fixed in a chuck, may be safely hollowed with the turning tool without support. But, if the work were twice as long, it would probably be displaced from the chuck, and the extreme end would also run some risk of splitting unless the boring collar were used. On the other hand, if the diameter of the piece six inches long were increased to two inches, it would be hollowed without support. In metal turning, the works requiring support lie within much narrower limits.
The modern boring collar, fig. 128, consists of a circular iron plate with a series of conical holes, equidistant from a central pivot or bolt. It is carried by the bolt upon an iron head, having a tenon fitting between the bearers, secured beneath them in the usual manner. The collar plate turns on its center to place any hole vertical, and opposite the axis of the mandrel; in which position it is fixed by the screw and nut upon the pivot. The large ends of the holes are placed towards the mandrel, and the series serves for works of all diameters that are between their extremes.
Fig. 128.
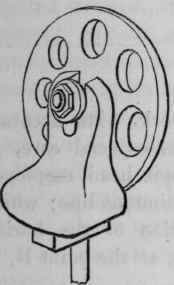
Fig. 129.

Fig. 130.

The hole employed is first adjusted for centrality. This may be done, by placing upon the mandrel a chuck or a piece of wood in a chuck, the edge of which when turned true, may be contained within the cone of the hole. The pivot being slackened, the mandrel is then set in gentle revolution, and the collar plate is allowed to adjust itself by contact with the chuck, and is then fixed by the nut. It may also be adjusted to the end of the work itself, which may be supported in position while revolving, for the time being, by the center of the popit head, afterwards removed. With very little practice the popit head may often be dispensed with, as the hand and eye alone, frequently suffice to adjust the hole truly to the end of work; especially when, as it should be, the exterior of the latter has been turned true.
The centrality of the hole of the boring collar to the mandrel axis, in both directions, is necessary to avoid undue friction, and to obtain truth or agreement between the internal Fig. 131. B and external surfaces turned on the work. Its accurate adjustment for use when drilling, receives especial care, in order that the mandrel, work, drill, and popit head, employed to advance the latter, may be all in one continuous line; which would be distorted by an incorrect position of the boring collar, as shown in an exaggerated degree, at the point B, in the line above.
The boring collar is not usually provided with any adjustment in the direction of the length of the bearers, for giving pressure upon the end of the work; but is simply moved up by hand into easy contact and then fixed. Should further adjustment be found necessary, the bolt beneath the bearers is slightly released, and the plate is advanced into closer contact, by light blows of a wooden mallet directed against the lower part of the head, and the bolt is then refixed; if a hammer be used for the purpose, a piece of wood is interposed to receive the blows, to avoid injury to the face of the head.
Additional plates are occasionally required for very small work especially in metal turning, these are usually thinner and of brass, and the holes are frequently bored in them to suit the diameters of particular works as they arise. The holes in the plate of fig. 128, are found to afford sufficient range for general purposes, but, they are necessarily limited in diameter by the position of the central bolt; for works of larger dimensions, the plate is bored with a single central hole, and is attached to the head by bolts below, as in fig. 137, or, in some other manner.
The head of the large boring collar, fig. 129, is formed as a concentric ring or frame, cast in the solid with the base, which fixes in the usual manner on the lathe bearers. Separate, central, conical rings, are attached to the frame by three bolts, and the number of these rings may be extended so as to embrace a wide range of diameter; the smaller rings are provided with arms or ears in the solid, through which they are bolted to the frame. For an occasional purpose, in wood or ivory turning, a collar plate of large diameter, may be constructed in wood, after the form of fig. 130, and used with fair success. All the collar plates, require the hole to be frequently supplied with oil, grease or soap to relieve the friction, for which purpose also, the edge of the work should be turned true and chamfered to nearly the same cone as the hole; the extension of surface contact preventing their mutual injury. With works in metal, the agreement of the two cones receives careful attention; but for many small works in wood or ivory, when these are turned true and surfaced, the mere removal of the sharp corner from the end of the work will suffice for the purpose.
Continue to:
My Books

