Section V. - Concluding Remarks On Forging ', And The Applications Of Heading Tools, Swage Tools, Punches, Etc
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
Section V. - Concluding Remarks On Forging ', And The Applications Of Heading Tools, Swage Tools, Punches, Etc
With the utmost care and unlimited space, it would have been quite impossible to have conveyed the instructions called for, in forging the thousand varieties of tools, and parts of mechauism the smith is continually called upon to produce; and all that could be reasonably attempted in this place, was to convey a few of the- general features and practices of this most useful and interesting branch of industry. It is hoped, that such combinations of these methods may be readily arrived at as will serve for the majority of ordinary wants.
* When cast-steel has been spoiled by overheating, it may be partially recovered by four or five reheatings and quenchings in water, each carried to an extent a little less and less than the first excess; and lastly, the steel must have a good hammering at the ordinary red heat. Some go so far as to prefer for cutting tools the steel thus recovered, but this seems a most questionable policy, although the change wrought by this treatment is really remarkable; as the fragment broken off from the bar in the spoiled state, and another from the same bar after part restoration and hardening, will exhibit the extreme characters of coarse and fine.
The hammering I suspect to be the principal requisite, and in superior tools it should be continued until the work is nearly cold, to produce the maximum amount of condensation before hardening; but no hammering will restore the loss of tenacity consequent upon the over-heating, or even the too frequent heating of steel, without excess.
The smith in all cases selects or prepares that particular form and magnitude of iron, and also adopts that order of proceeding, which experience points out as being the most exact, sound, and economical. In this he is assisted by a large assortment of various tools and moulds for such parts of the work as are often repeated, or that are of a character sufficiently general to warrant the outlay, and to some of which I will advert.
The heading tools, figs. 101 and 102, page 211, are made of all sizes and varieties of form; some with a square recess to produce a square beneath the head, to prevent the bolt from being tamed round in the act of tightening its nut; others for countersunk and round-headed bolts, with and without square shoulders; many similar heading tools arc used for all those parts of work which at all resemble bolts, in having any sudden enlargement from the stem or shaft. The holes in the swage block, fig. 128, are used after the manner of heading tools for large objects; the grooves and recesses around its margin, also serve in a variety of works as bottom swages beyond the size of those fitted to the anvil. At the opposite extreme of the heading tools, as to size, may be noticed those constantly employed in producing the smallest kinds of nails, brads and rivets, of various denominations, some of which heading tools divide in two parts like a pair of spring forceps to release the nails after they have been forged.* These kinds are called wrought nail* and brads in contradistinction to similar nails cut out of sheet-iron by various processes of shearing and punching, which latter kinds are known as cut brads and nails, and will be adverted to in the second volume. The top and bottom rounding tools, fig. 98, p. 214, are made of all diameters for plain cylindrical works: and when they are used for objects the different parts of which are of various diameters, it requires much care to apply them equally on all parts of the work, that the several circles may be concentric and true one with the other, or possess one axis in common. To ensure this condition some of these rounding tools are made of various and specific forms, for the heads of screws, for collars, flanges or enlargements, which are of continual occurrence in machinery; for the ornamental swells or flanges about the iron work of carriages, and other works. Such tools, like the pair represented in figs. 129 and 130, are called swage or collar tools; they save labour in a most important degree, and are thus made. A solid mould, core or striker, exactly a copy of the work to be produced, is made of steel by hand-forging, and then turned in the lathe to the required form, as shown in fig. 131.
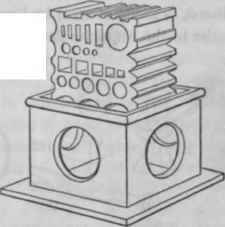
Fig.
128.
* The forge used by the nail-makers is built as a circular pedestal with the fire in the center and the chimney directly over it; the rock-staff of the bellows extends entirely around the forge, so that one of the four or live persons who work at the same fire is continually blowing it, whence the fire is always at the heat proper for welding and which keeps the nails sound and good.

The top tool is first moulded to the general form in an appropriate aperture in the swage block, fig. 128; it is faced with steel like a hammer, and the core, fig. 131, is indented into it; the blows of the sledge hammer not being given directly upon the core, but upon some hollow tool previously made; otherwise the core must be filed partly flat to present a plane surface to the hammer. The bottom tool, which is fitted to the anvil, is made in a similar manner, and sometimes the two are finished at the same time whilst hot, with the cold striker between them; their edges are carefully rounded with a file so as not to cut the work, and lastly they arc hardened, under a stream of water.
In preparing the work for the collar tools, when the projection is inconsiderable, the work is always drawn down rudely to the form between the top and bottom fullers, as in fig. 96, p. 212; but for greater economy, large works in iron are sometimes made by folding a ring around them as in fig. 104, p. 214. The metal for a large ring is occasionally moulded in a bottom tool, like fig. 132, and coiled up to the shape of fig. 133, after which it is closed upon the central rod between the swages, and then welded within them. The tools are slightly greased, to prevent the work from hanging to them, and from the same motive their surfaces ere not made quite flat or perpendicular, but slightly conical, and all the angles are obliterated and rounded.
The spring swage tool, represented in fig. 134, is used for some small manufacturing purposes; it differs in no respect from the former, except in the steel spring which connects the two parts; it is employed for light single hand-forgings. Other workmen use swage tools, such as fig. 135, in which there is a square recess in the bottom tool to fit the margin of the top-tool so as to guide it exactly to its true position: * this kind also may be used for single hand works, and is particularly suited to those which arc of rectangular section, as the shoulders of table-knives; these do not admit of being twisted round, which movement furnishes the guide for the position of the top-tool in forging circular works.
The smith has likewise a variety of punches of all shapes and sizes, for making holes of corresponding forms; and also drifts or mandrels, used alone for finishing them, many of which, like the turned cones, are made from a small to a large size to serve for objects of various sizes. Two examples of the very dexterous use of punches, arc in the hands of almost every person, namely, ordinary scissors and pliers.
The first are made from a small bar of flat steel; the end is flattened and punched with a small round hole, which is gradually opened upon a beak-iron, fig. 136, attached to the square hole of the anvil: the beak-iron has a shallow groove (accidentally omitted) for rounding the inside of the bows. The remaining parts of the scissors are moulded jointly by the hammer, and bottom swage tools; but the bows are mostly finished by the eye alone.
* In practice the recta in the bottom tool would be deeper, and taper or larger above to guide the tool more easily to its place; but if so drawn the figure would have been lees distinct.
In the Lancashire pliers, the central half of the joint is first made; the aperture in the other part is then punched through sideways, and sufficiently bulged out to allow the middle joint to be passed through, after which the outsides are closed upon the center. This proceeding exhibits, in the smallest kinds especially, a surprising degree of dexterity and dispatch, only to be arrived at by very great practice; and which in this and numerous other instances of manufacture could be scarcely attained but for the enormous demand, which enables a great subdivision of labour to be successfully applied to their production.*
* The reader will derive pleasure from the perusal of Mr. Cornelius Varley's paper "On working Iron and Steel," in vol. xlviii. part ii. page 250, of the " Transactions of the Society of Arts." The remarks on forging iron are perhaps rather speculative than practical: two points are principally insisted upon; the one, the necessity for introducing between welded surfaces some matter containing carbon, as the filings of steel or cast-iron, to avoid the oxidation of the surfaces in the fire, as if oxidized they would be prevented from becoming soundly welded. The other point is, the propriety of forging works, such as anchors in moulds, by which the condensation of the metal would be uniformly effected, without the power of its stretching unequally at different parts, by which Mr. Varley supposes some of the layers or fibres are strained almost to breaking, and therefore deprive the mass of so much of its apparent strength.
The remarks on steel also refer to the necessity of good primary forging and hammering to produce homogeneity; and also to many of the other points generally admitted by practical men as being conducive to the success of hardening.
The reader is also referred to the Appendix of this volume, Notes C. D. E., pages 460 to 462; and likewise to the Appendix of the second volume, Notes Q and It, pages 958 - 962, at which latter place are given some particulars of Nasmyth's Patent Direct-action Steam Hammer and also of his Patent Steam Pile-Driving Engine.
Continue to:
My Books

