Section V. - Internal Cylinder And Surface. Sequence, Or Consecutive Character of Processes In Metal Turning
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
Section V. - Internal Cylinder And Surface. Sequence, Or Consecutive Character of Processes In Metal Turning
The hardness of the material rather closely limits the use of the hand turning tools, in the production of internal surfaces and cylinders in metal. Little difficulty is experienced in turning recesses, shallow compared with their diameter; but as the depth increases, the tool so soon overhangs the support as to unduly diminish the leverage available for its direction, when it becomes unmanageable. A small square or straightedge, and the inside callipers, may be employed to test the truth of the work done, but it is obvious that the work must be executed with increased care as to results, as the file can no longer be used to correct or assimilate the separate cuts of the turning tool.
Shallow recesses may be turned or sunk in iron or steel, by the reduction of the external surface; or with greater convenience, if the work have been first forged or cast hollow, when the interior surfaces only require to be turned clean and smooth; the tools in either case, except that their stems are held more or less parallel with the mandrel axis, being used in the same manner as for external turning. The narrow tee whenever possible, is advanced within the aperture as the work progresses, and placed close to the internal surface, in which case the graver and flat tool may be often nearly as well supported as in external turning.
The shallow internal cylinder, or edge abutting upon the internal surface, in iron, is turned with the edge of the graver or with the side of the triangular tool. The tee of the rest is usually placed across the mouth of the aperture, but one end can sometimes be placed within it, when the tool may be supported close to the work at increased depth. Similar recesses in brass, are produced with more facility, and may be turned relatively deeper. The router, flat, and round tools, for flat, or concave internal surfaces, and the square or right side tools, for internal edges, being most conveniently and more generally applied to the work upon the armrest. Apertures of the opposite character of small diameter compared with their depth, in either iron or brass, are produced by drilling, or, they are originated with the drill and enlarged by the broach or rimer, by turning or by other means; which methods, with the drills and tools employed, having been fully referred to in preceding volumes, it is not proposed to enter upon their description in this place.
Fig. 500. Fig. 501. Fig. 502. Fig. 503.
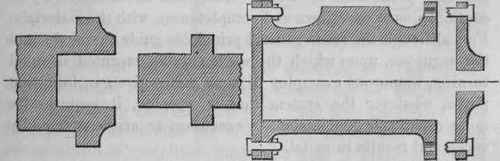
The internal surface, terminating the deep internal cylinder in the socket, fig. 500, could not be easily turned flat by the hand turning tool. In such a form the difficulty would be evaded, the aperture being bored or turned, to a depth rather more than sufficient for the length of the corresponding piece, fig. 501. The cylindrical portions of both, the external face of the socket and that of the collar upon the pin, all easily accessible, would be carefully turned true and flat to ensure the bearing and the two pieces being in the same axis; when any small irregularities in the internal surface become unimportant. When it is essential that the internal surface should be accurately flat, as in fig. 502, it is more usually formed as an external surface on a separate piece, to be attached to the end of the internal cylinder, that has been turned or bored out by a cutter or boring bar, one of the varieties described pages 569 - 572 Vol. II.; the two parts being then attached by bolts or otherwise.
Continue to:
My Books

