Sharpening And Setting Saws. Part 2
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
Sharpening And Setting Saws. Part 2
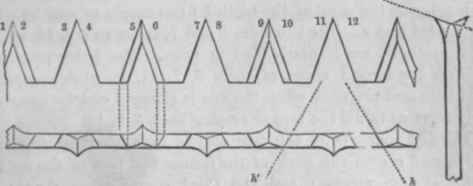
When the file is perfectly square to the saw-plate, every tooth is sharpened exactly alike, and in direct succession, that is, in the order 1, 2, 3, 4. Whenever the file is inclined, the teeth 1, 3
5, 7, 9, are sharpened say to the right, and the teeth 2, 4,
6, 8, to the left, after which they are set in the same order; so as collectively to form a double line of points, somewhat resembling the tail of a bird, when the section is coarsely mag-nified and exaggerated as in the several diagrams to be given. The teeth are the more set, the softer or the wetter the wood.
The first diagram on sharpening saws, fig. 655, represents plan and two elevations the saw -teeth that are the most easily sharpened, namely, those of the frame-saw for metal, commonly used by the smith: the teeth of this saw are not set or bent in the ordinary manner, owing to the thickness and hardness of the blade, and the small size of the teeth.
Fig. 655.

The smith's-saw blade, when dull, is placed edgeways upon the jaws of the vice, and the teeth, which are placed upwards, arc slightly hammered; this upsets or thickens them in a minute degree, and the hammer face reduces to a general level those teeth which stand highest. They are then filed with a triangular file held perfectly square, or at ninety degrees to the blade, both in the horizontal direction h, and the vertical v, until each little facet just disappears so as to leave the teeth as nearly as possible in a line, that each may fulfil its share of the work.
The most minute kind of saws, those which are made of broken watch-springs, have teeth that are also sharpened nearly as in the diagram, fig. G55, but without the teeth being either upset or bent; as in very small saws the trifling burr, or rough win-edge thrown up by the file, is a sufficient addition to the thickness of the blade, and is the only set they receive.
Three modes of spacing out the teeth of fine saws will be now described, and which modes, although not employed by the saw-maker, may assist the amateur who is less accustomed to the use of the file.
Fine saw teeth are sometimes indented with a double chisel, fig. 656, the one edge of which is inserted each time in the notch previously made, and the other edge makes the following indentations the intervals thus become exactly alike, and the teeth are completed with the file. For still more delicate saws recourse may be had to a little bit of steel bent at the end as a minute rectangular hook, which is magnified in fig. 657; the hook or filing guide, being inserted into each tooth as it is successively formed, regulates the distance of the file for the next tooth, as the file is allowed to bear slightly against the blunt and hardened end of the hook.
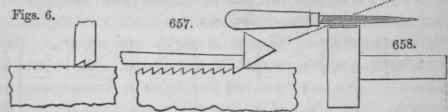
The third mode is used for piercing and inlaying saws, these measure about one one-thirtieth of an inch wide, one one-hundredth thick, and have about twenty points to the inch for wood, thirty for ivory, forty for ebony and pearl, and sixty for metals. They are made from pieces of watch-spring, which are straightened by rubbing them the reverse way of their curvature through a greasy rag, after which they are cut into strips with shears. When the saw is either being made, or sharpened, it is kept distended in its frame, and is laid in a shallow groove or kerf in a plate of brass embedded in the wood block, fig. 658, which is clamped to the table. First, the back of the blade is filed smooth and round; the edge is then smoothed; after which the teeth are set out, beginning near the handle of the frame.
The spaces between the teeth are determined, in this case, by the facility with which the hand appreciates any angular position to which it is accustomed. Thus in the act of filing the teeth, - the file is always used, say at an horizontal angle of twenty degrees with the blade - the file is sent once through the first tooth, and allowed to rest for an instant without being drawn backwards; the file still resting in the first notch of the blade, as shown in elevation, is then placed two to five degrees nearer square in the horizontal angle, or at fifteen degrees with the blade, instead of twenty. It is then supported for an instant on the edge of the wood block, and raised out of the notch; the file, whilst supported on the block, as in the dotted line, is replaced on the saw at twenty degrees, its first position. By the two lateral movements it is slutted a trifle to the right, and a second notch is made at the spot thus determined. The routine is continued, and after each traverse of the file the stepping process is repeated, during which the file rests alternately on the saw blade, and on the edge of the block, by which curious yet simple mode the spaces of the teeth are given with great rapidity and exactness.
In this first range each notch has only received one stroke of the file; but three or four ranges, commenced from the other end of the blade, arc required to bring the teeth up sharp.
The second diagram, fig. 659, illustrates the peg-tooth; but it may also be considered to apply to 641, the M-tooth, and, in part, to the mill-saw-tooth, 648. The points of the cross-cutting saws for soft woods are required to be acute or keen, that they may act as knives in dividing the fibres transversely.
Fig. 659.
The sides 1, 5, 9, that is, the left of each alternate tooth, are filed with the horizontal angle denoted by h, and then the opposite sides of the same teeth, or 2, 6, 10, with the reverse inclination, or h'. The other teeth are then treated just in the same manner, from the other side of the blade; that is, first the sides 12, 8, 4 and then 11,7, 3, are successively filed, the work being thus completed in four ranges. The first and second ranges are accomplished, a few inches at a time, throughout the entire length of the saw; after which the third and fourth arc completed in the same interrupted order.
Continue to:
My Books

