Sharpening And Setting Saws. Part 3
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
Sharpening And Setting Saws. Part 3
The third diagram, fig. 660, may be considered to refer generally to all teeth the angles of which are 60 degrees, (or the same as that of the triangular file,) and that are used for wood. The most common example is the ordinary hand-saw tooth; but teeth of upright pitch, such as the cross-cut saw, fig. 643, or of considerable pitch, as in 646, are treated much in the same manner.
Fig. 660.
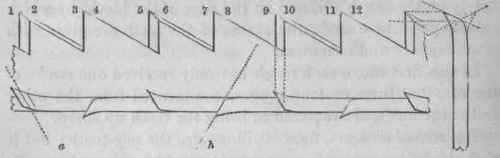
The teeth having been topped, the faces 1, 5, 0, are first filed back, until they respectively agree with a dotted line a, supposed to be drawn through the center of each little facet produced in the topping; the file is then made to take the sides 2 and 3 of the nook until the second half of the facet is reduced, and the point of the tooth falls as nearly as may be on the dotted line a. The two sides 6 and 7, those 10 and 11, and all the others, are similarly filed in pairs. The latter process reduces the second series of faces 3, 7, 11, to their proper positions, and therefore when the saw is changed end for end, it only remains to file the tops or sloping lines 4, 8, 12.
The first course takes the face only of each alternate tooth; the second course the back of the former and face of the next tooth at one process; and the third course takes the top only of the second series, and completes the work. This order of proceeding is employed, that the faces of the teeth may be in each case completed before the tops or backs.
The fourth diagram, fig. 661, which follows next in order, exhibits also in three elevations a somewhat peculiar form of tooth, namely, that of the pruning-saw for green wood. The blade is much thicker on the edge than the back, so that the teeth are not set at all. The teeth are made with a triangular file, applied very obliquely as to horizontal angle, as at h, sometimes exceeding 45 degrees, but without vertical inclination as at v; and the facet of the teeth are nearly upright, as in the hand-saw.
Fig. 661.

Looking at the pruning-saw in profile, it appears to have large and small teeth alternately; this only arises from the excessive bevil employed; the large sides of the teeth are very keen, and each vertical edge is acute like a knife, and sharply pointed; in consequence of which it cuts the living wood with a much cleaner surface, and less injury to the plant, than the common hand-saw tooth.
The fifth diagram, fig. 662, explains the method employed in sharpening gullet or briar-teeth; in these, as before explained, there arc large curvilinear hollows, in the formation of which the faces of the teeth also become hollowed so as to make the projecting angles acute.
Fig. 662.
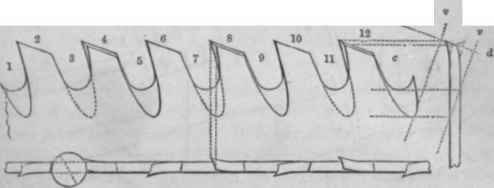
The gullets, 3, 7, 11, are first filed, and from the file crossing the tooth very obliquely, as at v v in the section, the point of the tooth extends around the file, and gives the curvature represented in the plan. The file should not be so large as the gullet; it is therefore requisite that the file be applied in two positions, first upon the face of the one tooth, and then on the hack of the preceding tooth. The tops of the teeth, 4, 8, 12, are next sharpened with the flat side of the file, the position of which is of course determined by the angles c and d; the former varies with the material from about 5 to 40 degrees with the edge, and the latter from 80 to 60 degrees with the side of the blade; the first angles in each case being suitable for the hardest, and the last for the softest woods. The alternate teeth having been sharpened, the remainder are completed from the other side of the blade, requiring in all four ranges.
The gullet-tooth accomplishes, in a different manner, and in one possessing some peculiar advantages, that which occurs from the horizontal inclination of the file in most other cases; and although the position may seem difficult, it will be found very manageable, as the hollow forms a convenient bed for the file. - See Appendix, Note B L, page 1011.
The saw having been sharpened, it is afterwards set, or, as before explained, the teeth are bent. The best mode is that which is almost always adopted by the saw-maker, who fixes in the tail-vice a small anvil or stake with a rounded edge, such as fig. 663. The saw is held with its teeth along the center of the ridge, and the teeth are bent upon, or rather around the curve of the stake, with two or three light blows of a small hammer also shown, the face of which is at right angles to the handle, and narrow enough to strike one tooth only.
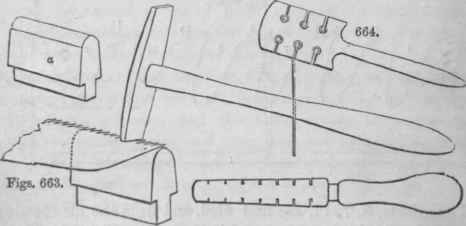
The set, or lateral curve, given to each alternate tooth, is in great measure determined by the curve of the stake, the edge of which, for fine saws, has a ridge like a pointed gothic window. Half the teeth having been bent, the saw is changed end for end, and the intermediate teeth are similarly treated.
Those who arc less used to the treatment of the saw, employ the saw-set for the bending the teeth: it consists of a narrow blade of steel, with notches of various widths for different saws; fig.
664 is for large, and tig. 665 for small saws. In Being the saw-set, the saw is allowed to remain in the clamps after having been filed, and the alternate teeth are inserted;a little way in that notch which fits the blade the most exactly; and they are bent over by applying a small force to the handle, which is either raised up or depressed equally for each tooth.
In some few cases saw-set pliers, fig. 666, are used. Two adjustments are required, respectively to determine the quantity of the tooth which shall be bent, and the angle that shall be given to it. The quantity is adjusted by shifting the stop b, which is held by the thumb screw C, that passes through a mortise in b; the angle of the part bent is adjusted by the screw d. The tooth is first grasped between the jaws of the pliers, which are then rotated until the screw d touches the blade.
Fig. 666.

In which way soever the saw is set, it requires to be accomplished with great uniformity, so that the two series of points may form two exact lines. It is proper to change ends with the blade in order that each side may have, as nearly as possible, the same treatment; as unless the two sides of the saw are very nearly in the same condition, or set alike, the saw is apt to run, or cut a crooked instead of a straight path; it cuts most rapidly on the side that is most set, and consequently glances off in a curve from its too rapid encroachment.
The only changes in treating the circular saw, arise from the difference between the right hue and the curve; that is, the files are applied in the same relation to the tangent of the circle, that they are to the rectilinear edge of the straight saw. When the teeth of circular saws are topped, a small lump of grindstone is held upon the saw-bench and against the revolving saw, and moved continually sideways; the highest teeth are soon rubbed down, indeed almost in a moment, as only a very small quantity is thus removed from them; sometimes a file is used instead of the stone.
In sharpening circular saws with angular teeth, and the tops of gullet-teeth, they are clamped between two upright boards, connected by a screw passing through the center of the saw. For saws of small diameter the three are nipped in the vice; but for large saws, the boards are shaped like the letter T, and are screwed against an upright post or the side of the bench, by a screw bolt and nut.
In gulleting circular saws, the two boards grasping the saw are often fixed at an angle of about 30 degrees, by which the file is brought to the horizontal position, and the saw is turned over when the gullets on one side have been finished.
Fig. 667.
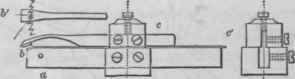
In setting the teeth of the circular saw, all the former modes may be employed; and also one other little instrument which is represented in fig. 667. It consists of a bed or anvil of steel, which is held in the vice at a; it has an axis c, placed at such a distance from the sloping plane on a, as suits the radius of the saw; and the end b of the upper piece, which is somewhat elastic, is filed to a corresponding angle, and is besides pointed so that the blow of the hammer may only bend or set one tooth at a time, as shown by the dotted lines in the inverted plan b'. The axis, shown detached and in the other view at c', is a turned block of brass having a shoulder to fit the hole in the saw, two diametrical mortises for the pieces of steel a and b, and also five binding screws to retain the several parts in position.
Continue to:
My Books

