Striking And Chasing Screws With The Hand Tools
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
Striking And Chasing Screws With The Hand Tools
Screw tools intermediate between the extremes of coarse and fine, such as numbers 4 or 5 of the table page 673. Vol. II., are the most convenient for elementary practice; their points are sufficiently large to be readily observed in replacing them in the thread, but they do not require so quick nor so bold a traverse as the coarser screw tools, and, they cut a screw that is a very generally useful size for wood or ivory. The first attempts may be made on a piece of boxwood, about an inch and a half in diameter, driven into a plain chuck, turned fairly cylindrical, the end concentric, and the corner rounded or bevilled off, figs. 508. 509; failures and successes being turned away with the flat tool to continue the practice upon different diameters. Further practice may then be pursued upon wood, ivory, and metal, using tools for both coarser and finer threads.
Fig. 508. Fig. 509. Fig. 510. Fig. 511.
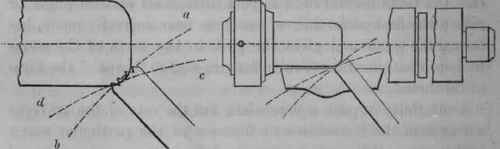
The outside screw tool is held in the horizontal manner, already described, with the rest placed parallel with and about the eighth of an inch from the work, and sufficiently high for the face of the tool, which slopes slightly downwards, to be about radial. At the moment of striking the thread, fig. 508, the tool itself hardly touches the rest, but is supported just clear of its surface, held between the sides of the left thumb and right forefinger, the thumb and finger being pressed on the rest; in subsequently chasing the screw, and continuing the thread along the cylinder, the back of the tool lies flat and in contact with the surface of the rest, except when cutting screws of coarse threads on comparatively small diameters, when the tool sometimes requires a slight tilt upon its left under corner.
In making the first stroke, the serrated edge of the tool follows the curved line a b fig. 508, being guided by the action of both wrists, the right bending forward advancing the tool, the left backward and rather upward, to allow the left thumb to yield before it and control its pace; the tool thus moved by the right wrist as on a center, also simultaneously receives a slight upward and nearly parallel traverse of its entire shaft, given by the movement of both hands with the tool, in the direction from a to b. This first stroke takes effect about the center of the curve, so that the depth of the one or two turns of the short helical line produced, gradually diminishes towards both ends. The tool is then re-applied with a similar stroke from c to d, or a little more nearly in the line of the cylinder; the second stroke being a copy of the first in manner and rate, the teeth dropping into the helical grooves made by the first, which considerably assist and guide the second traverse of the tool in prolonging the thread towards the cylinder. A third stroke with the edge of the tool more nearly parallel, leads the screw on to the cylinder, along which it is continued by subsequent short strokes, the tool traversed in a straight line.
The screw line when accurately struck, appears when in revolution to flow steadily from right to left; but, should the tool have been moved either a little too fast or too slowly, there will be a visible bend or break in every coil; the screw is then said to be "drunk" and in such case instead of their steady regular motion, every coil as it revolves appears to waver from side to side. When slight this fault may be to some extent corrected, by the subsequent chasing or traverses of the tool, so as to form a passable screw; usually it is beyond correction, the work is then reduced with a flat tool and the stroke re-attempted.
The manipulation in striking the external screw is as follows. The lathe is set in gentle revolution, and the tool is made once or twice to traverse the path a b just out of contact with the work, that the hands and eye may judge, and become accustomed to the path and rate of the tool, before making the actual stroke. The stroke is then made deliberately, without hesitation, and is commenced in unison with the first moment of the descent of the treadle, that, when the foot gives it impulse. The tool, which is made to cut by the teeth about the middle of its edge, is allowed but little penetration, not to interfere with its exact and correct traverse, when each point follows precisely in the groove made by its predecessor.
The second stroke is far easier, being aided by the revolution of the screw line made by the first, this is watched while the preparatory trial motions are made for the second, that the points may be guided exactly into the grooves made by the first. Sometimes, especially with deep coarse threads, both first and second strokes require exact repetition to deepen them, before proceeding further. In the second and succeeding strokes the tool is only moderately pressed against the work, that it may deepen the former grooves, and at the same time by their revolution, be carried forward and increase their length. The further traverses of the tool in chasing the screw on to and along the cylinder, are guided entirely by the nascent screw line, each short stroke deepening the termination of the last, carrying the screw on a little further, to be itself taken up and continued by the next. There is very little difficulty in "catching" the thread, that is in dropping the points of the tool precisely into the existing grooves, but, should they alight anywhere between, they damage the thread or perhaps establish a second that cuts into and destroys the first. Vigilance of eye, a sense of time and that of touch, acquired after a little practice, prevent this accident, especially if the tool be always replaced and the stroke commenced at the first moment of the descent of the treadle. The depth of cut allowed the tool, may be varied by pressure or by lowering the handle, in precisely the same manner as if the tool had a plain instead of a serrated edge. The latter force or leverage, is but sparingly used, and principally at the moment of striking the thread; the pressure is always comparatively light, not to interfere with the action of the thread in carrying the tool forward in chasing the screw. The thread being completed in length, the screw may prove taper, or its diameter be too large for its purpose, so as to require reduction. This cannot be effected by chasing alone, for the thread completely filling the angular notches in the tool, is damaged or crumbles away from the friction, if its further use be then attempted. The screw is reduced in diameter or turned cylindrical with a flat tool, which removes the top of the threads, but still leaves a sufficient screw line to guide the path of the screw tool in re-cutting and finishing the thread.
Continue to:
My Books

