The Production Of Plane Surfaces By Abrasion. Part 17
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
The Production Of Plane Surfaces By Abrasion. Part 17
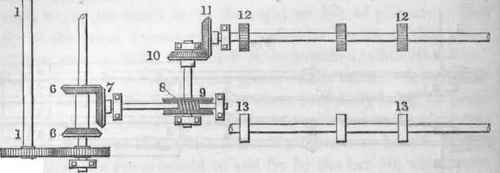
Figs. 1105.

The main shaft 1, 1, communicates with a pair of sliding bevil wheels 6, 6; these through 7 move the tangent screw 8, and thence the worm wheel 9, which latter, by the pair of bevil wheels 10, 11, moves the long shaft carrying the line of pinions 12,12, one or two of which are under every table, and traverse the same by aid of plain rollers 13, 13. A tumbling bob is affixed to the table nearest the cranks and gear, by which the position of the pair of bevils 6, 6, are shifted to make the tables traverse first in the one and then in the opposite direction.
The polishing machines make about 50 or 60 strokes in the minute, and the grinding machines about 20 to 30 strokes in the minute, and every machine is so arranged as to admit of being readily detached from the others without impeding the movement of the principal parts.
Fig. 1108.
It has been explained in the second volume, at pages 870 to 872, that the production of accurate plane surfaces by grinding is a process of great uncertainty, and that the plane surfaces of metal required in mechanical construction, are more easily and correctly produced by the methods of filing and scraping, described at pages 876, 878; but these methods are inapplicable to substances, such as glass or speculum metal, that do not admit of the application of cutting tools, and consequently when these hard materials have to be wrought into plane surfaces, it is essential to produce the necessary degree of accuracy by grinding alone. The grinding tool employed for the purpose is generally a flat surface of brass, supplied with abrasive powder moistened with water or oil. The surface is in most cases larger than the object to be ground, which is rubbed by hand upon the grinding tool with straight, circular, or elliptical strokes, applied in all directions; but these grinding tools, although they may be originally produced by the method of scraping, soon lose the required accuracy, and from the particles of the polishing powder becoming embedded in the surfaces, their restoration by the method of scraping is impracticable.
The plane surfaces of the grinding tools themselves, have therefore to be produced as nearly accurate as possible by grinding, and the method explained on page 871 is pursued with all possible care. Three surfaces, generally of brass, are operated upon at the same time, and serve for mutual correction by being rubbed one upon the other, in the succession explained at pages 877 and 878, with reference to testing the condition of planome-ters produced by scraping.
The two surfaces found to have the same error are rubbed together, first with large circular strokes, in order that the operator may feel at what parts of their surfaces they bear the hardest, or appear to hang together; these parts are then placed in contact and rubbed with short strokes, either straight or circular, applied longitudinally or transversely, according as they may feel to offer the greater resistance to the one or other motion, the surfaces being rubbed together in the direction, and just for the distance, that they appear to move stiffly upon each other.
Great care is required to avoid the introduction of new errors, exactly as in scraping planometers, and the surfaces must be frequently wiped clean and tried upon each other, first to feel that they bear uniformly when tried at the four diagonals, and when these larger errors are removed, the surfaces are rubbed together with short strokes, in order that they may mutually brighten the highest points of their respective surfaces. The grinding is continued under these tests until all three surfaces feel to slide smoothly and equably over each other in all directions, the final test being that when the whole of the grinding powder is removed, and they are rubbed upon each other, the surfaces should be uniformly covered with small bright spots close together, so as to give the surfaces a finely mottled or bronzed appearance. The degree of accuracy required to present this uniformly brightened surface, is however exceedingly difficult to attain by the process of grinding.
In the case of plane surfaces in glass required for optical purposes, as in the parallel disks employed in sextants, great accuracy is required, and in the ordinary method of grinding and polishing, much difficulty is experienced from the absence of control over the distribution of the grinding powder upon the surfaces under formation. To obviate this inconvenience, Mr. Andrew Ross, of London, was induced to investigate the causes which led to the inaccuracy of the grinding process, and he has succeeded in pointing out the principal source of error, and also the method by which it may be avoided.
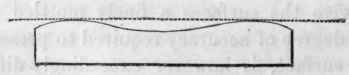
Upon a careful examination of the process of grinding two surfaces upon each other, whether plane or curved, Mr. A. Ross found that the principal errors occurred in the direction in which the two surfaces were rubbed upon each other, and which arises from the unequal distribution of the grinding powder. In the act of traversing the object over the metal surface the grinding powder is pushed away by the advancing edge of the object, while near its middle an excessive quantity of the powder is accumulated, and consequently the object is ground concave near the middle, and in the return stroke it picks up, at the extreme edges, a small quantity of the new grinding powder that has not been crushed in working, and therefore acts with more energy, and rounds off the extreme edge. The combination of the two errors, makes the object that should be a plane surface, of the irregular section shown in the exaggerated diagram, fig. 1109.
For optical purposes, the rounding off at the edges is not very important, as the difficulty may be overcome, either by grinding the glass of a larger size than is ultimately required, and afterwards reducing the diameter so as to remove the rounded edges, or the edges may be covered by a ring of pasteboard or metal, so as to prevent that portion from interfering with the action of the instrument. It is therefore the concavity in the middle, that is the principal difficulty in optical glasses.
Figs. 1109.
1110.

Continue to:
My Books

