Chapter XXXII. Grinding And Sharpening Cutting Tools. Section I. - Grinding Cutting Tools On The Ordinary Grindstone
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
Chapter XXXII. Grinding And Sharpening Cutting Tools. Section I. - Grinding Cutting Tools On The Ordinary Grindstone
The various apparatus, materials, and processes, employed in grinding, and polishing, having been generally described in the preceding Catalogue, it will be only necessary in the present chapter, to offer a few examples of the grinding and sharpening apparatus commonly employed by amateurs, together with a brief notice of the modes of restoring the edges of the most usual tools, and which will serve to convey a sufficiently precise idea of the modes of sharpening those not described, as the edges of all cutting tools may be considered as either rectilinear, or circular, or combinations of the two forms.
The present chapter will therefore contain one section on the grinding of cutting tools on the ordinary grindstone, one section on the sharpening of cutting tools on the oilstone, and one section on setting razors, in all of which cases scarcely any guides are employed, but the tool is applied with the unassisted fingers. These will be followed by one section on sharpening cutting tools with artificial grinders, in which from the greater amount of exactness generally required, guides of various kinds are usually employed, and the chapter will conclude with a few miscellaneous examples of the less usual modes of restoring the edges of cutting tools.
Of all the tools in the workshop whether of the amateur or of the practical man, the absence of the grindstone would be the most severely felt, without it the restoration of the edges of the tools would be scarcely possible, and upon their perfection much of the practical success of cutting processes depends.
Sharp tools, produce with the least expenditure of time, surfaces so nearly finished as to require but very little polishing, whereas blunt tools leave the lines and mouldings less accurately defined, and the additional friction or polishing employed to gloss over the defects makes a bad case worse, and obliterates all the keen edges that would impart to the work a defined and exact character. The ordinary mischief in polishing is excess, and the amateur is most strenuously counselled to polish the tool upon the oilstone, or other fine abrasive employed for setting the edge, and he may be assured that it will then not only cut in a much more agreeable manner, but likewise that it will impart its relative degree of perfection to the work, in like manner that the coin or medal is polished by the bright and accurate surface of the die, and not by any subsequent process.
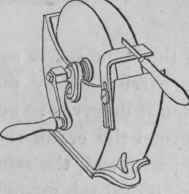
The primitive tools whether of stone, wood, bone, or metal, were probably sharpened by rubbing them on flat gritty stones, a method still resorted to in the absence of other means, although when the substances are hard and much is required to be ground away, it is exceedingly tedious; and perhaps one of the earliest efforts at mechanical contrivance, coeval with the introduction of the draw well, and the potter's wheel, (also a revolving flat stone,) was the rotation of the grindstone upon an axis, fixed within a central aperture cut within the same, and now often denominated the eye. The spindle was doubtless supported in a horizontal direction in notches made in the top of two stakes fixed in the ground, or in some simple frame, and a transverse handle was fixed to the axis to enable one man to turn round the stone, whilst another applied to its surface the tool to be ground. This primitive apparatus, a little improved in its mechanical details, still exists in almost every village and also in many workshops, notwithstanding, as will be shortly shown, that a far more economical mode for tools of a medium size has been employed for at any rate three centuries-Small grindstones not exceeding a few inches in diameter, are commonly fixed in a similar manner in boxes of wood or iron. Fig. 1027, represents one of these of about one foot in diameter, the bearings of which are screwed to the cast iron trough; a stone of this diminutive size may be turned by the left hand, whilst the tool supported on the iron rest is held in the right, this arrangement is usually adopted for small tools, such as those employed by watchmakers, jewellers, engravers, and others, in which the quantity of material to be removed is inconsiderable.
Fig. 1027.
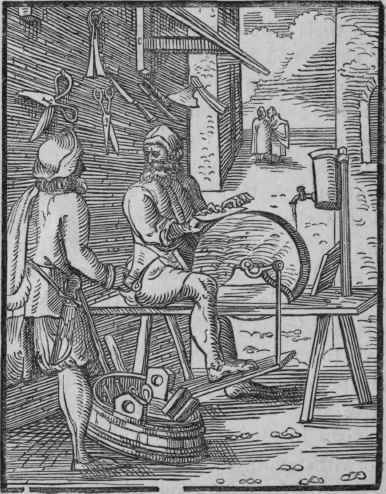
The succeeding figure is copied from an engraving in a work by Hartman Schopperum, printed at Frankfort on the Maine in 1548. In this case the stone is moved by a treadle, which is an admirable plan for grindstones from about twenty to forty inches diameter, that are intended for sharpening tools, as the weight of the stone serves as the fly wheel, and the whole process may be carried on by one individual. This mode is less common than it deserves to be, the treadle should however be extended beyond the crank rod, and the foot should be applied at the opposite end, the same as in the ordinary turning lathe.
Fig. 1028.
An oval tub made of staves like a barrel is sometimes used as a trough, its diameters should be about as two to one; the axis of the stone is placed across the shorter diameter, and it runs in collars of hardwood or metal fixed to the sides of the trough, which is supported at a convenient height upon four legs; the treadle is joined to the back legs, and it communicates with the crank, which overhangs the bearing in the manner of the last figure.
Grindstones are also fitted up in a variety of other frames, either of wood or metal. The ends or pivots of the spindles are either cylindrical, conical, or turn between conical center points. The water-trough is stationary in some cases, in others it is joined to the frame by a joint or hinge at the one extremity, and supported by a chain at the other, in order that it may, from time to time, be lifted up to moisten the edge of the stone, which, as previously explained, should never be allowed to rest in the water, as that part would be softened, and would therefore wear away more rapidly than the remainder, and hasten the departure from circularity. The frame is generally provided with a support on which the tool or the hand is rested, and also with a splash-board to catch the wet thrown off by the centrifugal force, and conduct it back into the trough.
Continue to:
My Books

