Section IV. - Sharpening Cutting Tools With Artificial Grinders
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
Section IV. - Sharpening Cutting Tools With Artificial Grinders
Fig. 1039 represents the upper part of a horizontal grinding machine, principally intended for grinding and setting the edges of cutting tools, by means of revolving laps of metal fed with the various abrasive powders. The lower part of this apparatus exactly resembles that of the vertical grinding machine, fig. 1030, page 1132, but to place the sides of the laps in a horizontal position, this apparatus is furnished with a vertical spindle, or mandrel, upon which the laps are screwed after the manner of chucks upon an ordinary turning lathe.
The mandrel is mounted in a rectangular frame of cast iron, which fits between the bearers, and is secured in its place by a wedge beneath, as shown at w. The upper side of the iron frame is made as a platform, and is fitted in the center with a cylindrical steel collar, within which the mandrel revolves, while its lower end rests upon a center screw passing through the bottom of the iron frame, and by means of which the mandrel can be elevated to the required position, nearly level with the upper metal platform, which is dotted in the drawing, and serves as a support for the tools. This second platform stands upon three feet, which are fitted with pins that enter corresponding holes in the under platform; by this arrangement the upper platform can be readily removed when the laps are exchanged. The band for driving the mandrel proceeds from the foot wheel over the two oblique guide pulleys g, to the pulley m, fixed on the vertical mandrel, and the tension of the band is adjusted by shifting the mandrel frame to the right or left upon the bearers.
Figs. 1039.

1040.
1041.

The general application of the revolving laps has been already described in the Catalogue of Abrasive Processes, under the head Wheels, articles 37 to 47, pages 1113 to 1117, and it only remains to observe, that the lead lap supplied with emery of different degrees of coarseness, is used for grinding the tools to the required angle; they are afterwards smoothed upon the brass lap fed with flour emery, or oilstone powder, and the final polish is given with the iron lap supplied with crocus; the two latter powders may be applied either by putting on the oil and powder separately in small quantities, and mixing them with a brush, or the materials may be mixed in a cup previous to their application.
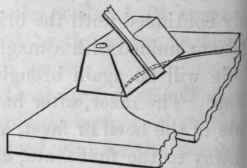
various guides have been employed for determining the exact angle at which the tools should be applied to the revolving laps, and also to remove the difficulty of grinding the bevils of the tools perfectly flat, the most simple guide consists of a block of wood shown in fig. 1040, and made to the same angle at which it is required to grind the tool, the block is screwed upon the upper platform of the horizontal grinding machine, and the back of the tool being held steady upon the bevilled side of the wooden guide block, the chamfer of the tool is readily ground to that particular angle, this method however requires a separate guide for every different angle.
An instrument that has been called a quadrant rest is shown in fig. 1041, and which removes the necessity for several guide blocks, this instrument is made of brass, and consists of a base piece that is let into the platform of the horizontal grinding machine, a rising plate It is connected to the base piece by a joint at the edge close to the lap, and it is retained at any required angle by the arch piece and binding screw S, a steel rib is fitted on the upper surface of the rising plate against which the tool is held whilst being ground.
For determining the exact angle at which the instrument is fixed, the arch piece is either graduated into degrees, or small holes are drilled at every five degrees, into which the point of the binding screw enters. The tool to be ground is held with its back upon the upper surface, and one side in contact with the steel rib, but the quadrant rest like the wooden guide blocks, is unprovided with the means of determining the horizontal angle of the tool, which is therefore left to the dexterity of the operator; they are both objectionable also on account of always presenting the tool to the same part of the lap, which is thereby liable to be worn irregularly. These objections are entirely removed in the instrument next described.
The instrument for grinding and setting ordinary turning tools having rectilinear edges shown in figs. 1042 to 1045, is a modification of an instrument that has been long used for sharpening the ends of tools employed in eccentric and ornamental turning, for which works the tools are in general all of one exact size, and therefore admit of being held in the same socket, but this would not answer for the common turning tools made of different sizes according to their respective purposes.
The principle employed in the construction of the instrument fig. 1042, is to fix the tool to be ground to a triangular frame having two points of bearing, and allow the point of the tool to be ground to form the third bearing, if therefore the two feet of the instrument are supported on a plane parallel with the grinding lap, whilst the third leg of the triangle, or the tool to be ground, rests upon the revolving lap, the latter will grind away the tool until its surface agrees throughout with the plane of the lap, and in consequence the end of the tool will ultimately be made perfectly flat. As however tools for turning are required to possess a variety of forms, some square, others bevilled or pointed, others to cut at the side, and that their edges should be more or less acute, according to the material upon which they are employed, it is essential to give the socket which holds the tool two adjustments, the one vertical, the other horizontal, and both furnished with divisions and clamping screws for determining every required position to be given to the tools.
Continue to:
My Books

