Sharpening Cutting Tools With Artificial Grinders. Part 2
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
Sharpening Cutting Tools With Artificial Grinders. Part 2
Fig. 1042.
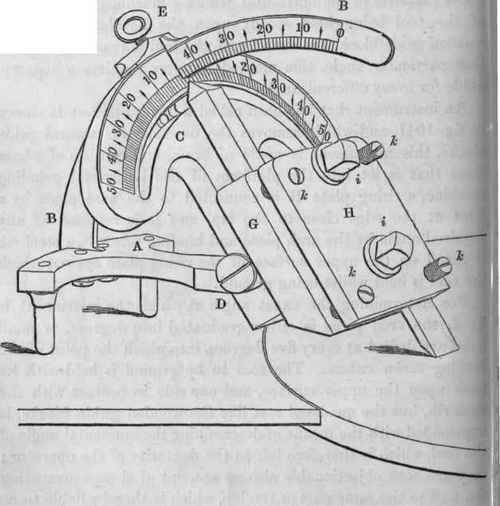
The general arrangement of the instrument will be sufficiently obvious from an inspection of fig. 1042, in which A, represents the base of the instrument on which is fixed the vertical arch-piece B, an adjustable plane C, is connected with the base by a joint at D, on which it moves, and may be fixed by the binding screw E, at any angle from 0, at the top of the arc B to 60 degrees, lower than which it is never required to be placed, the upper part of the plane C, has a circular mortise, and is graduated through an arc of 50 degrees on each side of the central line. The piece G, which serves as the bed for the tool to be ground, is bevilled on its front edge that it may not come in contact with the lap, and a pointed rectangular bar proceeds from the back of this piece to the circle of graduations on the plane C, to which the bed piece G, is united by means of a pivot a little in advance of D, consequently the bed piece is capable of being moved to the right or left, and it can be fixed at any angle on the graduated arc, by means of a capstan headed screw passing from beneath the plate C, through the circular mortise into the upper end of the bar on G.
On the upper surface of the piece G is a steel plate H, fastened by two square headed screws, i, i, this plate has a spring underneath which raises the plate to admit the tool which is to be ground. The four screws marked k are for regulating the height of the steel plate, so as to leave the same opening between the plates on the side unoccupied, as on that where the tool is fixed, the application of these screws is shown in figs. 1043 to 1045, which represent the manner in which different tools are fixed in the instrument.
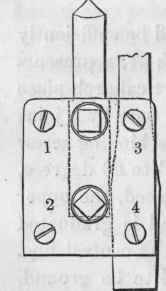
A flat tool is held as in fig. 1043 the small screws 3 and 4 are reach withdrawn a little below the surface of the steel plate, and the screws 1 and 2 are projected forwards for the support of the same, the screw 1 being as much in advance of the plate as the thickness of the tool at 3, and the projection of the screw 2, being equal to the thickness of the tool at 4, now therefore the steel plate will be supported equally on every side, and it will bear flat on the tool, and hold it firmly when the steel plate is clamped by the square headed screws. Without the aid of the screws for supporting the plate on the opposite side to the tool, it would only bear upon the edge of the tool and would not hold it firmly, the adjustment of the small screws however admits of the tool being firmly fixed, notwithstanding that it may be of irregular thickness.
Figs. 1043.
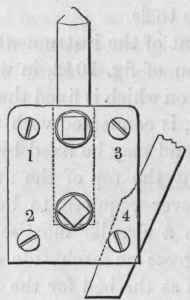
1044.
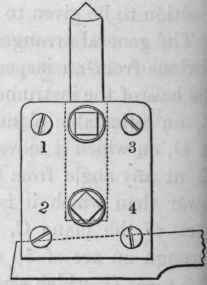
1045.
Point tools to be ground at angles not exceeding 50 degrees, may be clamped in the same manner as flat tools, and the angular position be obtained by shifting the point of G to the required graduation on the plane C, the socket is then secured by the capstan screw. When the angle of the tool exceeds 50 degrees it is clamped in the manner next described.
Bevil tools are more conveniently fixed as in fig. 1044, in which case the screw 4 is withdrawn, and 1, 2, and 3, are advanced to equal the thickness of the tool.
Side cutting tools are held as in fig. 1045, screws 2 and 4 being withdrawn, and 1 and 3 adjusted to the thickness of the tool.
The tool having been firmly clamped, the vertical and horizontal angles are adjusted until the chamfer of the tool bears fairly upon the lap, when the two legs of the instrument rest upon the platform of the grinding machine. To avoid the rapid deterioration of the lap, it is desirable to distribute the wear by applying the tools to different parts of the lap in succession. For grinding the tools to definite angles, this instrument is adjusted in the same manner as the corresponding instrument for setting angular tools for ornamental turning, described on pages 1164 to 1169.
Fig. 1046, represents an instrument that is very generally employed by practical rose engine turners, for sharpening their small angular sliding rest tools, which require a considerable degree of accuracy. This instrument is provided with two planes ointed together, upon the one of which the tool to be sharpened, is placed in the required position for grinding the horizontal angle of the edge, whilst the second plane serves for determining the vertical angle of the chamfer. The instrument is generally attached to the frame of the lathe, but to render it portable it is sometimes fixed to a block of wood sufficiently heavy to give it stability; the tool to be ground is held nearly stationary by the left hand, while a piece of oilstone, or other abrasive is rubbed with the right hand on the chamfer of the tool.
Fig. 1046.

The instrument consists of a horizontal brass plate A fig. 1046, having a circular mortise, and a graduated arc for denoting the angle at which the central guide bar B is placed, this bar moves upon a pivot near the front edge of the plate A, and is fixed in any angular position by the clamping screw, passing through the circular mortise. The vertical plate C, is jointed near its middle to the edge of the plate A, and can be fixed at any inclination within its range, by means of the arc and clamping screw D. This plate has a central rectangular opening through which the end of the tool may project as seen in the figure, in order to allow of the action of the grinder, which is sometimes a flat piece of oilstone about three inches square embedded in a wooden stock, at other times a piece of hard brass supplied with fine flour emery or oilstone powder, is used as the grinder, this retains a level surface for a longer period than the oilstone, which must be occasionally ground flat upon a level plate charged with emery.
Continue to:
My Books

