Cable
Description
This section is from "The American Cyclopaedia", by George Ripley And Charles A. Dana. Also available from Amazon: The New American Cyclopædia. 16 volumes complete..
Cable
Cable, a strong rope or chain. The name has of late years been applied also to slender ropes used for telegraphic purposes, very likely on account of their great length. Cables are occasionally used to close the entrance of harbors, but most generally they serve to connect ships with their anchors. The greatest improvement ever made in the mooring of vessels is the substitution of the chain cable for the hempen one. A chain is much less bulky and much more pliable than a hempen cable of the same strength; it is consequently stored in much less space, and is handled more easily. On account of its great bulk, a hempen cable loses much of its weight in the water, and consequently assumes a position much less curved than a chain. The great curvature of a chain makes it yield and play as if it were elastic when the vessel gives sudden jerks, and thus the strain upon a chain from this cause is never so great as upon a hempen cable. On a rocky bottom a chain will simply be polished bright by attrition, where a hempen cable would be cut in a few minutes.
When the bottom is strewn with heavy stones, or with projecting points of rocks, round which the cable winds itself during the various evolutions of the ship caused by winds and tides, a hempen cable is often cut, or at least greatly injured, while a chain cable does not suffer in the least, on account of its power of resisting side strain. On board vessels, the cables are named after the anchor with which they are used. The largest is called the sheet-anchor cable, used at sea; the next in size is the stream-anchor cable, used in rivers. Cables are made of various lengths, according to their size and to the service they are intended for. A cable's length is a measure of distance used by sailors, and is equal to 120 fathoms. - Hempen cables are large ropes of the kind denominated cable-laid. The fibres of hemp are first twisted into yarn; a number of yarns are twisted together into a strand; three or four strands are twisted into a rope denominated plain-laid; three or four ropes, used as strands, are twisted together to make the cable. The twist is reversed at each successive operation.; that is, the yarn is formed by twisting the fibres from right to left, the yarns are twisted together from left to right, etc.
It is customary to designate the size of a hempen cable by the length of its circumference, and that of a chain cable by the diameter of the rod of which the links are made. The largest usual size of cable is 24 inches circumference; it weighs 1 cwt. per fathom, is made of 3,000 threads, is equal in strength to a chain 2 1/8 inches in diameter, and is tested to carry safely 80 tons. Hemp in its natural state is stronger than when wet or tarred; nevertheless, it is advantageous to tar the cordage which is to be used at sea, as tar protects it against water, which would weaken and ultimately rot it. It is obvious that the process of tarring after the cable is made is imperfect, and simply better than nothing, as the tar does not reach the core; the true way is to tar the yarns of which the ropes are made. - As early as 1634 a patent was obtained by Philip White, an English blacksmith, for mooring ships with chains. In 1804 John Slater, a surgeon in the English navy, patented a chain cable, but want of capital prevented him from demonstrating by experiments the value of his invention. In the year 1811 Capt. Brown, of the Penelope, 400 tons burden, made a voyage of four months to the West Indies, using a chain cable with twisted links.
During the following years several vessels were saved by their iron cables, and thenceforward the change from hemp to iron proceeded uninterruptedly, till at the present time it would be difficult to find a ship without a chain cable on board. The form of links adopted by Capt. Brown was most imperfect; several other shapes were successively tried, till the best form was found and patented in England by Brunton. The general shape of Brunton's link is that of an ellipse (see fig. 1). The inside curve, at each extremity of its long axis, is of the same curvature as the rods used to make the chain. In this manner there is just room enough for the next link, and no more. Across the link in the direction of the small axis is a cast-iron stay enlarged at its extremity, having a groove in each end to embrace a portion of the link. At certain intervals along the chain are placed swivels, which together with the studs prevent the cable from getting into kinks and becoming unmanageable. If an obstacle is opposed to the side of the chain, the link or links acted upon may assume two different positions: the link may rest against the obstacle by its side, the axis of the stay being perpendicular to the face of the obstacle, in which position the link is strongest, as all its parts brace each other to prevent the bending of any; or the link may rest flat against the obstacle, in which position it is very weak; but this cannot happen if the obstacle is large, as in such case the next links would rest first against it by their sides, and if the obstacle is small, it is pressed between the sides or the back bone of the two next links, which close upon it and crush it to pieces.
The links wear out much faster by their friction against each other than by any other cause. Experience has taught that the ends where the friction is greatest should be of rod iron of a larger diameter than that of the sides; the rods are therefore manufactured with swellings at the places which are to form the ends. Several simple machines are used to manufacture chain cables. The successive operations are as follows: 1, heating the round bars of iron red-hot; 2, cutting them of the required length, but with opposite bevels (a, fig. 2); 3, bending the rods around an elliptic mandrel. One end is placed against the side of a vertical mandrel, and held there by a vice attached to the last, and a lever provided with a projecting pin extending outside the rod is made to describe an ellipse, carrying the hot rod around the mandrel; this lever does not turn around a pin in the centre of the mandrel, but is attached to two slides, which are forced to move in grooves occupying the position of the two axes of the mandrel; thus the pin of the lever describes an ellipse parallel to the periphery of the mandrel. 4. The new link (b, fig. 2) is hooked to the last preceding link of the chain in process of making, and welded at a small forge. 5. While it is still hot, the cast-iron stay is introduced, and the link placed in a press, which compresses the two sides close upon the stay, at the same time that it makes these sides straighter; during this- last operation an auxiliary straight rod is placed inside the end of the link, where the next link is to come, to prevent its closing.
There are sometimes circumstances in which it is necessary to sever or slip (as it is called) a cable, or to shorten or lengthen it; this is done by means of a bolt and shackle substituted for a link every 15 fathoms, the portion of the cable between the shackles being called a length or "shot." The shackle is represented in fig. 3, in which a is the bolt, secured in its place by the pin 5, which is again held in its place by having its head in a conical chamber filled with lead. One of the links next the shackle is larger and heavier than the others, for the purpose of receiving the shackle. The shackle bolts and pins are very important parts of a chain cable. The pin, as well as the bolt, is made of iron, and should be covered with white lead before being put in its place. These pins sometimes become rusted through neglect, which may occasion great difficulty or loss when it becomes necessary to unshackle speedily. For smaller vessels cables are also made with links without stays. These are called short-link cables, the links being shorter and having the sides parallel, and the curve in each end just large enough to receive the fellow link.
Improvements have been made in the machinery for making chains, in which operations formerly executed by hand are performed mechanically; but it is doubtful whether they would succeed as well on a large as on a small scale. - The manufacture of chain cable was begun in the United States in the year 1820, by Messrs. Cotton and Hill of Boston. They worked successfully during 30 years, when, finding they could no longer compete in cheapness with the importers of English-made cables, they closed their works. Several instances have since happened of vessels being lost by the breaking of the chain in fair weather, showing conclusively that the English makers had been using very inferior iron, and that the certificates of proof test accompanying the cables were either spurious, or had been delivered for other cables than those sold. These facts called for action on the part of ship-owners and insurance companies, and Messrs. Cotton and Hill were induced to reopen their works in 1857. A large amount of property, not to speak of human life, has been lost at sea and on the American lakes by the use of cheap chains.
All the cables and other chains as well as the anchors used in the United States navy are made in the foundery at the navy yard in Washington. The lengths are 15 fathoms between the shackles, and the cable usually contains 11 lengths or 165 fathoms. (See Ship).
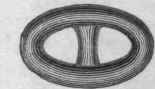
Fig. 1.
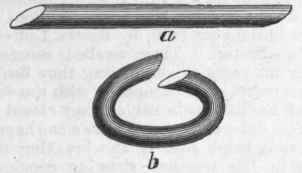
Fig. 2.

Fig. 3.
Continue to:
My Books

