Connections And Details Of Framlng. Part 2
Description
This section is from the book "Cyclopedia Of Architecture, Carpentry, And Building", by James C. et al. Also available from Amazon: Cyclopedia Of Architecture, Carpentry And Building.
Connections And Details Of Framlng. Part 2

TYPICAL FLOOR-PLAN OF STEEL WORK IN OFFICE BUILDING FOR THE CHICAGO & NORTHWESTERN RAILWAY COMPANY, CHICAGO.
Frost & Granger, Architects; E. C. & R. M. Shankland, Engineers. Setting of steel work was started June 30, 1904, and finished November 3, 1904. For exterior, see page 188.

Fig. 131.
Fie. 132.
Fig. 133.

Fig. 134.

Fig. 135.
Connections for I5 and 7.15 framing opposite to each other.
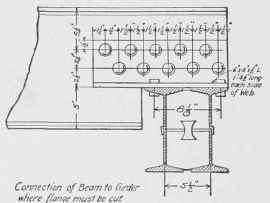
Fig. 136.
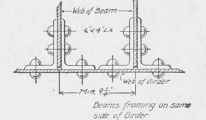
Fig. 137.
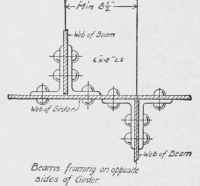
Fig. 138.
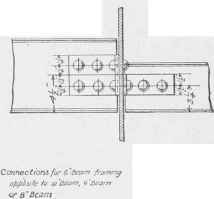
Fig. 139. TYPICAL SPECIAL CONNECTIONS

Fig. 140.
Fig. 136 shows the connection of a beam framing partly below and above another beam where the lower flange has to be cut. In such cases the angles which are riveted to the web for a bearing should extend back on the web beyond the cut for a distance sufficient to get as many rivets in as are required for carrying the end shear. Therefore in this connection there should be at least twice the number of rivets required to carry the end reaction.
Figs. 137 and 138 show minimum spacings of beams in order that connections may not interfere.
Fig. 140 shows a beam framing on a skew to another beam. If this bevel from the perpendicular is more than one inch per foot, bent plates should be used rather than angles.
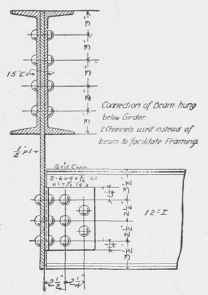
Eccentric connections differ in form with the special conditions of each case but they should be so arranged as to distribute the load, so far as possible, over the whole area of the column section and not entirely on one side.
The foregoing remarks apply also to the design of cast-iron web bases, such as is shown by Figs. 112 and 113. The box of the base should have its metal made to conform in position to the metal of the column and the ribs and base plate should be made of sufficient thickness to form a base stiff enough to distribute the column load uniformly without failure. The tendency in such bases is to split along the line of the central box or across one corner, and the ribs serve to brace the lower plate and resist this tendency. The same tendency would exist in the case of a steel plate riveted to the base of the column and the various shear plates and angles used in such cases are for the purposes of stiffening the plate sufficiently to enable it to distribute the load without failure. The design of such steel and cast-iron bases will be taken up later.
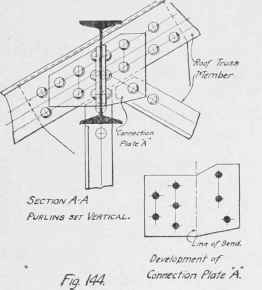
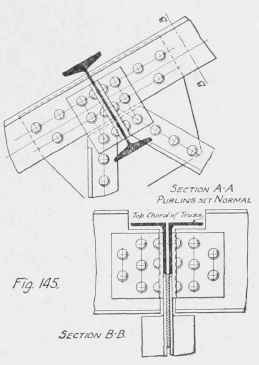
Roof Details. Some of the forms of framing met with in roofs are illustrated by Figs. 141 to 143. If the roof is framed entirely with beams for the purlins and rafters, more simple construction will result if the webs are all placed vertical rather than normal to the plane of the roof. The two forms of connections are illustrated by Figs. 144 and 145. Where the rafters or purlins run over the tops of trusses, however, they are frequently normal to the plane of the roof and in such cases the connections are generally simpler than where the members frame together.

Relation to Other Work. It is generally necessary to exercise care in all special connections not to interfere with the architectural features, and to keep the connections within the limits fixed by such features. Full-size sections and details should generally be worked out, which will determine the exact relation of all portions of the framing to adjacent construction. Such details should be followed in common by the structural draftsman and the draftsman laying out the stonework or interior finish or other adjacent work.
Inspection. Steel and iron members are inspected in the mill, the shop, and on the job. As referred to in the section on specifications, the stock from which the material is rolled is systematically tested to determine whether or not it comes up to the requirement of the standard specifications. When it goes into the shop a different kind of inspection is required. First it is necessary to see that the drawings are accurately followed both as regards details and sizes of members and as regards measurements. The rivets and holes must be accurately spaced and the work properly assembled, for if carelessness in such details goes unnoted the different members will not go together when brought to the job and the whole piece may therefore have to be discarded. Secondly, the inspection must cover the quality of the work. This latter division applies almost exclusively to riveted work. Some of the important points to be noted are the following:
The members must be straight and free from twists and bends. Punching must be sharp and true and holes must not be more than 1/16 inch larger than the diameter of rivet. Holes must not be left with ragged edges after punching. Where necessary to get a clean-cut hole, or where required by the drawings, holes must be reamed after punching.
Members when brought together to be riveted up must have the holes in the different pieces exactly opposite so as not to require drifting in order to bring them together. When driven, rivets must completely fill the holes, and must be of such length that, when the head is formed, the pieces will be brought together under pressure. Rivet heads must be concentric with the axis of the rivet. Column ends or other surfaces specified to be faced must be brought to a true surface exactly at right angles with the axis of the member. All portions of the material not accessible after assembling must be painted before being assembled.
Continue to:
My Books

