Structural Drafting. Part II. Detailing Methods. Part 10
Description
This section is from the book "Cyclopedia Of Architecture, Carpentry, And Building", by James C. et al. Also available from Amazon: Cyclopedia Of Architecture, Carpentry And Building.
Structural Drafting. Part II. Detailing Methods. Part 10

Fig. 7S. Detailing of Angles in Lateral Systems.
Each different angle, as in the case of stiffeners, should have a different mark. In such cases the mark is all that is necessary to designate another angle exactly like it, thus much repetition in detailing is avoided. The lateral systems, Plate VIII, are good examples of the efficient use of the marking system.
The size of the connection plates is determined from the layouts, the rivet spacing and clearances all being taken from the layout also.
The edge distances of the working ends and edges are shown only when greater than 1 1/2 inches, and in some cases even then the plates are kept rectangular throughout except in the case of the smaller ones. Few sizes for many plates give evidence of good detailing, and Plate VIII exemplifies this. It might be noted that with single gauge lines in the cover plates, the plates can be detailed more economically than when the double-gauge lines are used in the angles. A notch must be cut in the plates to allow the stiffener angle to clear. This must be carefully located and detailed for each plate where it differs in the least, and all plates to which any one notch applies should be noted directly with the detail.

Fig. 79. Details of Cast-Steel Bearing.
Bearings. These may be as shown on Plate VIII and should be detailed in that manner, or they may consist of cast-steel pedestals with or without rollers, Figs. 79 and 80. The rollers may be either circular or segmental. In the latter case they should, in case the abutment or pier is liable to settle, have a tooth on each end of the lower plates, otherwise the movement of the girder and the movement due to the settlement of the abutment will cause the rollers to tilt over so far that they will not move back under movements due to temperature.
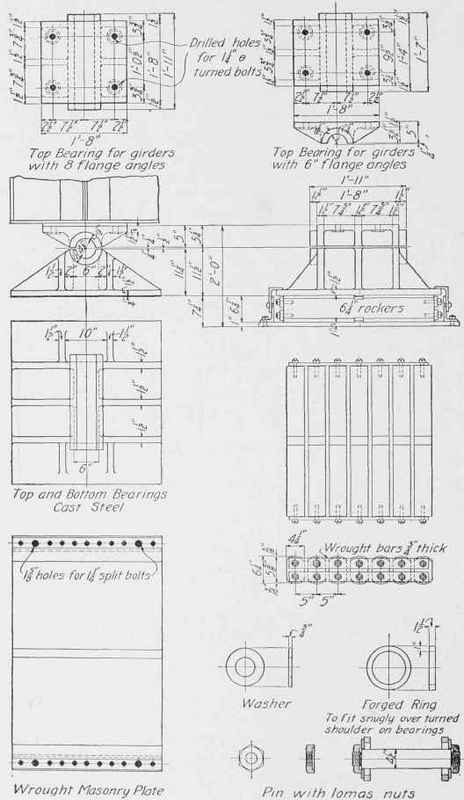
Fig. 80. Pin-Bearing Shoe and Rockers for Plate-Girder Bridges.
Detailing of Compression Members. The first thing necessary is to determine the pin plates and the number of rivets required. This is done by a method already discussed.

Fig. 81. Detail of a Two-Angle Compression Member.
The rivet clearances and also the clearances required in order that each member may fit in with the adjacent ones in the structure, should receive the most careful consideration.
The compression members consisting of two angles riveted should be riveted together at distances throughout their length not greater than 12 inches. The clauses of the specifications relative to lattice bars, see Table XIV, and batten plates should be carefully read and followed. The dimensions necessary in compression members of two angles are the same as those required in diagonals of plate girders. The spacing of the rivets which rivet the angles together need not be given but noted as "Rivets spaced about 12 inches centers." Fig. 81 is a detail of a two-angle compression member.

Fig. 82. Detail of Compression Member Where Angles are Latticed.
When two or four angles are latticed, they should have tie plates at their ends unless otherwise specified. In such cases the method of detailing is shown in Fig. 82. The ends may or may not be alike. The left-hand end is the most usual method of connection.
Compression members consisting of channels and lacing bars and tie plates are very common. Their design is given in Bridge Engineering and the clauses of the specifications cover the details. The pin plates should be on the inside, not the back, of the channel. Fig. 83 represents a typical detail of this class of member.
Compression members of cover plates and channels are used in light bridges. The detailing of such a class is shown by Fig. 84.
Heavy compression members are made up of angles and plates. The detailing of such members requires considerable care in order that the clearances may be sufficient. Fig. 85 shows a top chord section U0 U2 of a riveted railroad bridge and fairly well represents the detailing of that type of member.
Detailing of Built=Up Tension Members. The detail of these members is no different from the detailing of compression members of the same class, except that care must be taken not to reduce the section beyond the required amount, by taking out too many rivet holes. Those clauses of the specifications relating to batten or tie plates and lattice bars apply here as well as to compression members.
Built-up tension members must be symmetrical about the neutral axis.
Facilitation of Erection. In detailing, it should be kept in mind that while there are many ways to detail a piece so that the shop and field will get it right, yet some of them are such that the fabrication and the erection will be greatly facilitated if they are used. The rules to facilitate fabrication are the principles laid down in the previous pages. While experience is necessary in order that the erection will be facilitated by the correctly planned details of the draftsman, yet many points tending to this may be put in the form of rules or instructions. The following will, if attended to, tend to prevent delays and will facilitate erection.
(1) The first consideration for ease and safety in erection should be to so arrange all details, joints, and connections that a

Continue to:
My Books

