Boring Bushing Holes On Milling Machine
Description
This section is from the book "Modern Shop Practice", by Howard Monroe Raymond. Also available from Amazon: Modern Shop Practice.
Boring Bushing Holes On Milling Machine
In order accurately to locate and machine drill jig bushing holes on a unviersal milling machine, it is necessary to use a machine provided with a corrected screw and index dial for each of the graduated movements. With such a machine and proper tools, it is possible for the skilful workman to produce a drill jig that is correct within reasonably narrow limits. If many jigs are made and corrected screws are furnished, it is not advisable to use the machine for heavy milling. Many shops provided with such a machine do not use it for anything but jig work, and laying out models and similar pieces.
Fig. 270. Test Indicator Truing.
The skilful workman always looks the drawing of the jig over carefully, and selects a suitable working point from which to start. This working point should be one from which it will be possible to move in the directions necessary in locating other working points, so that no backlash will occur in the adjusting screws. In other words, we must commence at one end and move constantly ahead.
It may be necessary to raise and lower the knee of the machine to obtain vertical adjustments, but we should, when lowering, rather run the knee below the desired point than raise it up to it. In this way we avoid error.
Angle Iron And Indicator
If the jig can be fastened to an angle iron, as shown in Fig. 271, the face of the angle iron against which the work is clamped should be set exactly parallel to the travel of the table of the machine. A Bath indicator, or an indicator of the design shown in Fig. 272, may be clamped to an arbor in the spindle of the machine, or one may be held in a chuck screwed on the nose of the spindle, or in a chuck with a shank, fitting the hole in the spindle, Fig. 273. By running the table of the machine back and forth with the contact point of the indicator against the face of the angle iron, and moving the iron until there is no change in position of the indicator needle, the angle iron may be correctly located.

Fig. 271. Drill Jig Fastened to Angle Iron for Drilling.
Fig. 272. Indicator for Locating Bushing Holes.
Sleeve And Stud
A button is attached to the jig at exactly the location of the first bushing hole. The jig is fastened to the angle iron, and the proper adjustments made so that the sleeve B, Fig. 271, will slide over the button, making sure that the table of the machine.
Fig. 273. Indicator with Shank Fitting Hole in Spindle for Locating Bushing Holes.
Fig. 274. electric grinder for grinding stud to slag is moving in the direction necessary to get the other adjustments. In order to insure accuracy, it is necessary to use a sleeve having a hole which is a nice sliding fit over the button. In order that the sleeve may be exactly true, it is necessary to make the outer end of the stud somewhat large, then turn it after it is placed in the collet, the cutting tool Being held in the milling machine vise. The stud revolving with the spindle may be turned by bringing it in contact with the cutting tool; the tool feed may be obtained by moving the saddle. As the modern milling machine is provided with automatic saddle feed, a very smooth cut will be obtained. Excellent results follow if an electrically driven grinder, Fig. 274, is fastened to the table of the machine, and the stud ground to size. It is obvious that the sleeve must be a nice fit on the stud.
Fig. 275. Boring Tool For Drill Jigs.
Drilling And Boring Holes
When the jig has been properly located, the stud is removed from the collet, the button taken from the jig, a drill placed in the collet, and a hole drilled through the jig. A boring tool should now be placed in the collet, and the bushing hole bored to size. Various forms of boring tools are used for work of this kind. A very satisfactory form is shown in Fig. 275, the cutter being securely held by the set screw shown. When using this form of boring tool, the cutter may be moved out any desired amount, the distance being measured by the micrometer.
After boring the first hole, the table may be moved to bring the next location into position for drilling and boring. Suppose, for example, it is necessary to drill and bore bushing holes in the piece shown in Fig. 276. A button is fastened to the surface at A; after the location has been determined as previously described, the button is removed, and the hole drilled and bored to desired size; the carriage is then moved 1.1875 inches, and the hole is drilled and bored. The knee is then raised 1.0625 inches; the hole B is drilled and bored; the carriage is again moved 1.250 inches, and the hole C drilled and bored. The jig is then removed from the angle iron, the bushings made, hardened, ground, and forced to place.
Making Jig To Model
In the case of a jig that is to be made to a model, the model is exposed if the jig is provided with a leaf, which may be thrown back. Now, by means of a plug inserted in one of the holes, the jig can be accurately located until the sleeve on the stud rings over the plug. The plug can be made with one end a nice fit in the hole in the model, and the other end a nice fit in the sleeve. When the jig is accurately located, the leaf may be closed, and the hole drilled and bored as in the previous example.
Vertical Attachment For Boring Holes
The vertical attachment furnished with the modern universal milling machine provides a means for boring bushing holes in the jigs that for some reason are found difficult to attach to an angle iron. The jig is clamped to the table of the machine and the buttons located by means of a test indicator, sometimes called a sweep indicator. After each button has been located accurately, it is removed and the hole drilled and bored to size.
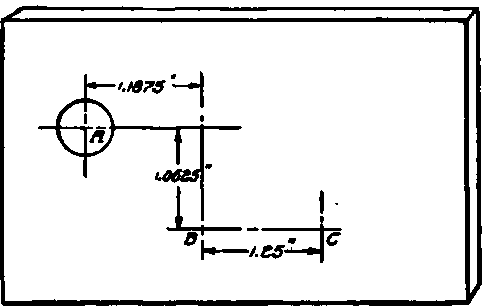
Fig. 276. Location of Bushing Holes in Drill Jig.
Boring Holes At Right Angles To Each Other
In the case of jigs having bushing holes on the sides at right angles to each other, the jig can be strapped to the table of the milling machine, and the holes in the vertical portion produced by tools held in the regular horizontal spindle, while those in the horizontal surface can be produced by tools in the vertical spindle. This insures their being exactly at right angles to each other.
Boring Holes At Other Than Right Angles
At times jigs are made with bushing holes at other than a 90-degree angle to each other. In such cases, the jig can be attached to the table of the machine as previously described, and the horizontal, or vertical holes, as the case may be, produced by tools in the horizontal, or vertical spindle; the holes at an angle can be machined by tipping the vertical spindle to the proper angle, locating the position of the holes by buttons and sweep indicator, then drilling and boring them at the desired angle with tools held in the vertical spindle, provided such spindle is equipped with a device for feeding it at the given angle.
Fig. 277 shows a milling machine having an interior spindle, that can be fed at the angle to which the vertical spindle is set.
Continue to:
My Books

