Broaches
Description
This section is from the book "Modern Shop Practice", by Howard Monroe Raymond. Also available from Amazon: Modern Shop Practice.
Broaches
The operation of broaching is many times classed under the same head as that of punching with punches and dies, as both may be done in the punch press, and when such is the case, the operations resemble each other.
Formerly all broaching was done by pushing the cutting tool- broach-through the stock. At the present time, a form of machine called a draw-broaching machine is used in many shops, and the tools are drawn through the work. It is possible, with the draw broach, to make the broaches much longer than in push broaching, so that one broach of the former kind may be made to do as much work as several of the latter. In actual practice, one draw broach has accomplished as much work as twelve push broaches, and in less than one-fifth of the time, thus effecting a decided saving in time and cost of tools.

Fig. 388. Samples of Work.
The process of draw broaching has revolutionized certain methods of manufacture, especially that of producing straight holes of irregular form running quite through pieces of work. While broaching by means of push-through broaches has been practiced for many years, draw broaching is of comparatively recent origin. The success of the method depends in a great measure on the design and construction of the broach used in producing the hole should be used, as it can be made to produce work more rapidly than a heavy machine; but if heavy work with large or long holes is to be broached, it is necessary to use a heavy, strong machine with a long pull. A small broaching machine suitable for light work that must be handled rapidly, is shown in Fig. 387, and some'samples of work done with it, are shown in Fig. 388. A much larger machine, with samples of work it is especially adapted for, is illustrated in Fig. 389.

Fig. 300. Keyway Broach.
Where a comparatively small amount of metal is to be removed by the broach, it is possible to produce a finished hole with one broach; but where considerable metal must be cut away, it is necessary to use two or more broaches, each a little larger than the one preceding it.
The time saved by draw-broaching keyways in long holes, as compared with methods formerly used, is apparent when one realizes that it takes but three minutes to produce a 5/8-inch keyway 13 inches long by the use of two broaches. On shorter work, the keyways can be cut in one operation. Fig. 390 shows a keyway broach.
The ability of a broach to do a certain amount of work is generally governed by the amount of stock to be removed, as the individual tooth must not cut away a greater amount of stock in the form of chips than can be held in the space between the teeth without interfering with the cutting. While it is customary to make broach teeth with their backs of the form shown at d, Fig. 391, at times it is necessary to give them the form shown at e, to provide a larger chip space. The latter shape, however, does not give so strong a tooth as the former. Many times a round hole, the diameter of which is a little less than the smallest diameter of the finished hole, is drilled in the piece of work, and the hole brought to the desired size and shape by drawing the broach through it.'

Fig. 391. Broach Teeth.
Illustrations Of Broaching
The piece of work shown in Fig. 392, which has four $ inch keyways in a 1/2-inch hole 3 inches long, is broached in one operation by the use of a four-spline broach.

Fig. 392. Ksyway Broached in One Operation.
The piece shown in Fig. 393, made from soft steel, is broached from a round hole in one operation by the use of one broach, the time necessary being one and one-half minutes. The broach is a hexagon 1 5/8 inches in diameter and the bole is 3 inches long. If harder stock is used, or longer holes broached, it may be necessary to use two, or even three broaches to produce a satisfactory hole.
Fig. 393. Broaching Soft Steel at One Operation.
Square holes are often broached in gears and similar pieces at a single operation. As a rule these holes are made with round instead of square corners, Fig. 394. This form of hole is designed to give greater strength to the piece, and is used especially where the work is to be subjected to great strain, and where square corners would be a source of weakness.
If necessary, the broach may be made to produce square corners.
Fig. 394. Broaching Square Holes.
While it is possible to broach a large variety of forms and sizes of holes at a single operation, yet for certain jobs-as, for instance, the piece of work shown in Fig. 395-several operations are required. A portion of the piece, that is one notch, is cut at a time, the work being held in an index fixture so designed that the piece can be turned one-sixth of a revolution after each broaching operation, and the process repeated until all six notches have been produced. The forging, which is 6 inches in diameter and 1 1/4 inches thick, had a hole 4 inches in diameter bored in it before the piece was taken to the broaching machine to be notched.
Fig. 396 shows how the teeth of an internal gear are produced by broaching with an index fixture. In doing this class of work, as in cutting keyways in round holes, it is customary to guide the broach with bushings. The bushings fit the hole in the work and receive the broach as shown in Fig. 389, or are attached to the machine and so guide the broach in the proper location.
We have shown but a few of the many varieties of work that are satisfactorily produced at a relatively small cost by draw broaching.
Under certain conditions round holes are produced by round broaches instead of being reamed. This is satisfactory for some classes of work, and the cost of finishing to size is much less than by reaming.
Fig. 397 shows a broach which does no cutting. It is employed to size holes in Babbitt metal and other alloys used for bearings, where it is advisable to compress the metal to give good wearing qualities. The broach is drawn through the same as any broach, and leaves a smooth hole, true to size.
In a great many cases, broaches of various forms are made to start in a round drilled or cored hole; at other times the starting hole may be rectangular, Fig. 398, or of some other form where the core may be drilled and broken out as shown at a, Fig. 399, or the rough holes may be produced in the die if the piece is drop-forged as shown at 6. The finished broached hole in the connecting rod, as shown in Fig. 398, is 4 1/2 inches long by 2 1/4 inches wide.
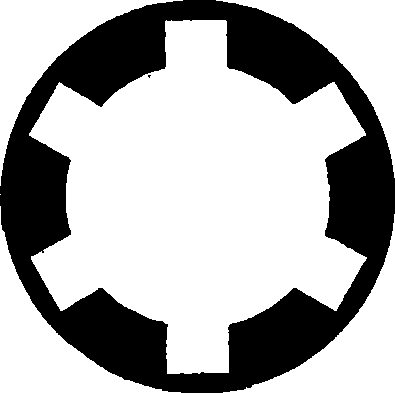
Fig. 395. Broaching that Takes Several Operations.
Fig. 398. Broaching Teeth of Internal Gear Courtesy of J. N. Lapoints Company, New London, Connecticutat.
The length of the bole that can be broached with one broach is usually twice its diameter. For instance, if the broach is 1 inch square, it can be used to broach a hole 2 inches long. When the work is of greater length, two or more broaches are required, depending, however, upon the nature of the metal being broached, and also upon the form of the broach, as the larger the round corner, the easier the pull on the broach. If absolutely sharp corners are made, the shorter will be the length of hole that can be broached, and, in case of long holes, the greater the number of broaches that must be used. The length of the hole that can be broached must be determined by the capacity of the machine.

Fig. 397. Broach That Does Not Cut.
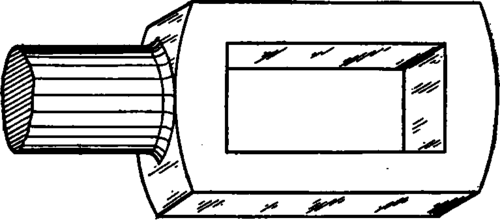
Fig. 398. Connecting Rod with Rectangular Starting Hole.

Fig. 399. Method of Broaching Rectangular Hole.
Continue to:
My Books

