Hollow Punches
Description
This section is from the book "Modern Shop Practice", by Howard Monroe Raymond. Also available from Amazon: Modern Shop Practice.
Hollow Punches
When work is to be punched from paper, cloth, or leather, hollow cutters or dinking dies are commonly used. They give better satisfaction and are more cheaply produced than the ordinary punch and die used for blanking. Several thicknesses of material may be cut at once, the punch may be driven through the material with a maul or mallet operated by hand, or it may be used in a press.
While the cutter may be of ordinary tool steel, it is customary to use stock made especially for the purpose, by welding a suitable fig 364 holllow punch of tool steel welded to back of norway iron grade of tool steel to a back of Norway iron, as shown in Fig. 383, where the metal is represented in cross-section.
In some shops, the strips of iron and steel are welded as required. As a rule, however, better results are obtained if the commercial article is purchased, for the welding is done at the steel mill under conditions which insure better material and more solid joints.
From a templet made for the shape of the desired opening in the cutter, the blacksmith forms the tool, and welds it. The cutting edge is beveled on the outside, as shown in Fig. 384, to an angle of about 20 degrees. After welding and shaping, the inside is filed to the desired size and shape, allowance being made for the shrinkage which takes place when the cutter is hardened.
This form of cutter can be used in a hand, foot, or power press; or it can be used by hand. If designed for a press, it is made without a handle, the cutter being brazed to a base; the brazing material is soft brass, borax being used for the flux. In some instances the cutter back is bolted to the press base, the cutting edge uppermost; in other cases, the base is attached to the movable ram of the press, and the stock to be cut is placed on a board on the base of the press. This board is made by gluing together several pieces of hard, well-seasoned maple, the pieces being arranged as shown in Fig. 385, so that the end grain of the wood forms the surfaces on which the cutter strikes. The various blocks should be securely held together by bolts in addition to the glue. After gluing and bolting, the surfaces should be worked down flat, smooth, and parallel. When not in use, the board should be dampened slightly to prevent the opening of the grain of the wood.
If the cutter is to be operated by hand, a handle such as shown in Fig. 386 should be provided. This handle is brazed to the cutter, usually before hardening the tool. In many shops this form of tool is called a cutting die.
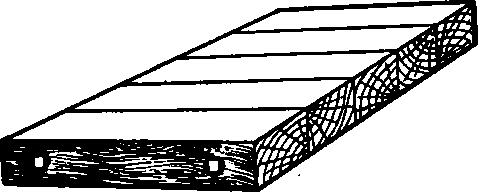
Fig. 385. Cutting Board to Be Attached on Base of Press.
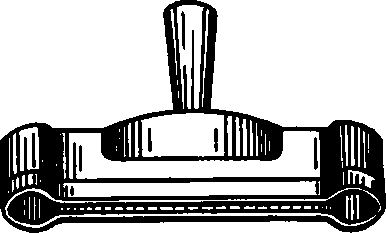
Fig. 386. Cutting Die and Handle.
Continue to:
My Books

