Counterbores For Large Work
Description
This section is from the book "Modern Shop Practice", by Howard Monroe Raymond. Also available from Amazon: Modern Shop Practice.
Counterbores For Large Work
For large work, a counterbore may be made, as shown in Fig. 152, A being the cutter bar which should be made of tool steel 1/16 to 1/8 inch larger than finish size.

Fig. 149. Counterbore for Making Special Shaped Hole.

Fig. 150. Facing Tool with Inserted Cutter.
Cutting Slot
After taking a roughing chip, leaving the bar a trifle large, a slot should be made to receive the cutter C. This is done by drilling a series of holes as shown in Fig. 153. After prick-punching the bar, it should be clamped to a drill-press table, and held in a pair of V-blocks. To insure the drill holes going through the center of the bar the prickpunched marks should be set as follows: Place the blade of a try-square against one side of the bar; measure to the center; then place the square against the opposite side, and measure in the same manner. When the distance from the square blade to the centers is the same on each side, the piece is in the proper position for drilling. The drill-press table may then be swung around until the prickpunched marks are in proper location with the spindle of the press. After drilling, a drift may be driven through to break the walls separating the holes, and the slot filed to size.
Fig. 151. Facing Bar.
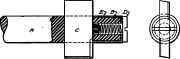
Fig. 152. Typical Counterbore for Large Work.
Fishtail Cutter
Where the necessary tools are to be obtained, there is a much more accurate and satisfactory method of producing the slot. It consists in cutting the slot from the solid with a fishtail cutter, Fig. 154. The piece of work is held on the centers of the dividing head; the cutter is fed into the stock, and the table moved to produce a slot of the right length, the operation being repeated until the slot is quite through the piece.
Fig. 153. Making Slot for Cutter.
When using this form of cutter take light cuts and fine feeds, and run the cutter at high speed, keeping it flooded with oil. Before starting, make sure that the cutter is well sharpened and that it has plenty of clearance at the edges to prevent deviation from a straight line. If conditions are right, this cutter will produce a straight, true slot in a fraction of the time necessary to drill and file it out. If it is essential to have the ends of the slot square, they must be filed or broached to shape after cutting. •
This type of cutter is used very extensively in shops for building machines the spindles of which must be provided with slots to receive a center key used in driving shanked tools out of the spindles.
Finishing Tool
The bar, Fig. 152, should be placed with one end in the steady rest, and the other end strapped to the head center of the lathe. The screw hole in the end is now drilled and tapped into the slot, in order that the screw may bind the cutter. The end should be countersunk to provide a center for finish turning. The bar may be turned to size at A, and the pilot finished to size. The screw cap D should have a head 1/16 inch larger than the part B, in order that it may hold the sleeve in place should the latter have a tendency to come off when removing the counterbore from the hole. The cutter C should be a close fit in the slot. A headless screw should be made short, so that it will not interfere with the dead center of the lathe when it is screwed to place against the cutter blank. It is intended to be used when turning the cutter to the right diameter, and should be kept for that purpose.

Fig. 154. Special Fishtail Cutter.
Continue to:
My Books

