Drawing And Forming Types Drawing Dies
Description
This section is from the book "Modern Shop Practice", by Howard Monroe Raymond. Also available from Amazon: Modern Shop Practice.
Drawing And Forming Types Drawing Dies
Finding Size Of Blank
Drawing dies as a rule are very simple to make, as themajority of drawn work is round, which means lathe work. Assuming that dies for the drawn cup in Fig. 48 are to be made, the first step is to ascertain the diameter of the blank when in its flat state. The thickness of the walls or side of the cup determines the diameter of the blank. For instance, if the cup is to be punched from 1/16-inch stock, and the side walls and bottom must be 1/16 inch after being . drawn to a cup, the easiest way - if a sample cup is submitted - is to cut a round flat blank from same kind of metal and of the same thickness and to keep reducing the diameter of the blank until it balances or weighs the same as the cup. Another way is to figure the area of the sides and of the bottom and to find the diameter of the blank having the same area. This latter method, however, is only approximately close, as the comers may be rounding in the cup making it difficult to figure.
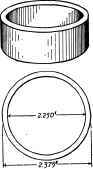
Fig. 43. Cup to Be Made by Drawing Dies.
Types Of Die
In making the cup in Fig. 48, there are the following three types of forming dies that will produce it: (1) combination punch and die, Fig. 49, that punches out the blank and draws it to cup shape at one stroke in a single-action press;
(2) combination blanking-and-drawing die, Fig. 50, for producing the cup in one stroke fitted to a double-action press; and:
(3) plain blanking die a, Fig. 51, and drawing die b, Fig. 51, which require two distinct operations, and this type of die can be used either in a single-or a double-action press.
Making Combination Type
Blanking Punch To make the die shown in Fig. 49 the punch is turned up on centers or may be made from the end of a bar held in a chuck. The size of the cup is 2 % inches outside. This means that the drawing die o, Fig. 49, which is in the blanking punch must be 2.375 inches when finished. As the punch is apt to distort in hardening, and also in order to present a better wearing surface, there is a sufficient amount of stock left on the outside diameter for grinding to size after hardening, and when turning, the inside a is left a trifle smaller in order to grind. The amount to leave, depends upon the size of the job at hand; in this case .015 inch or .020 inch would be ample. Care must be exercised when turning and grinding to have the inside and the outside concentric. The outside is ground to the desired diameter, using micrometers, and, to measure the inside, vernier calipers or inside micrometers are used. The corners of the drawing die must be ground rounding so they are concentric with the die, and the corners must be highly polished to prevent the metal dragging when changing from the flat state to the cup.
Fig. 49 Combination punch and Die for Making. Cup Fig.48.
Drawing Punch
The drawing punch b, Fig. 49, also must be ground to size, and care must be exercised that the punch is exactly the right diameter. If the drawing punch is left .002 inch larger in diameter than the die less double the thickness of stock, it would cause the stock to be compressed, which, in the drawing operation, would lengthen the cup. To save stock, the cup could be made the same height using a smaller diameter blank, but the walls of the cup would be reduced in thickness; this means, of course, that the difference between the drawing punch and the die must be less than the thickness of the stock.
Operation Points
The points to be observed in drawing dies are: proper difference between the diameters of drawing punch and die; polished corners of punch and drawing die; and concentricity of inside and outside of drawing die and blanking punch.
Stock Wrinkling
The proper working of a properly made drawing punch and die depends upon the spring tension under stripper c, Fig. 49. If the tension is too great, the blank is held between the faces of the blanking punch and stripper which often causes breaks in the corner of the cups. Again, if tension is not enough, the stock when changing from a flat blank to a cup forces the stripper down, which causes s wider space between the stripper and the punch than the thickness of stock. This is the cause of wrinkling of the edges of the cup as shown at a, Fig. 48. When wrinkles appear, increase the spring tension. Oftentimes the wrinkles overlap each other making a double thickness of stock to be crowded between the punch and the die where there is an allowance for only one thickness. This doubling of stock prevents the cup from passing through the die and as the punch continues downward the punch simply pushes the bottom out of cup.
Fig. 59. Punch and Die of Combination Typo.
The making of dies as shown in Figs. 50 and 51 is identical in operation with the foregoing description and the same points must be observed.
Irregular Drawing Dies Method Of Making
Drawing dies for irregular shapes are seldom made to blank and draw at the same stroke, one reason being that the shape of the blank often has to be changed owing to variation in thickness and hardness of the stock to be drawn.
Fig. 51. Blanking and Drawing punch and Dics.
To make a drawing die to produce the cup shown in Fig. 52 requires about the same procedure as to make a blanking die, except that in the drawing die the sides or walls are perfectly straight. The first step also is to make the drawing die, for before the blanking die can be made, the shape of the blank will have to be found.
Punch
The drawing punch in Fig. 53 should be made first. Assuming that the punch has been machined to the overall size desired and has been blued on its face, we now lay out the outline on the face of the punch, and all lines on the punch face must be made from the same end and the same side. For instance, if the punch block in the rough state should not be parallel, and one line were scribed lengthwise of the punch from one side, then another line were similarly scribed from the other side of the punch, the two lines scribed would not be parallel. The punch should be machined between centers either on a miller or on a shaper.
Fig. 62. Irregular Cup to Be Made by Drawing Dic.
Fig. 53. Punch and Die for Making Fig. 53.
Fig. 54. Method of Outlining on Die Block.
The object in making the punch first is that its thickness and its length can be readily measured with micrometers, and when the punch is finished its outline may be scribed on the die, then parallel lines may be scribed around this punch outline a distance apart from the outline equal to the thickness of stock, Fig. 54.
Die
The die outline is obtained by finding the radial centers of the circular punch outlines on the die, and scribing with dividers set as much larger as the thickness of stock, as at a, Fig. 54, then scribing the connecting straight lines. After machining the die nearly to the lines the punch should be used as a guide. By placing the punch in the die, a piece of strip steel the same thickness as the stock to be used is inserted on each side between the punch and the die at the straight portion of the outline. For determining when the die is sufficiently larger a semicircular piece, Fig. 55, can be used; the semicircular piece being made by boring a hole in a piece of soft steel or brass the same diameter as twice the radius of the punch and turning the outside of the steel to a diameter of the desired die radius. When sharp corners appear in the cup to be drawn, the die must have well rounded corners at the top gradually tapering to a sharp corner. If the cup to be drawn is of some depth, then two or more drawing dies are necessary. In this connection the draws are referred to as first, second, etc., and final. The first draw merely starts the cup to approximate shape, while the next draw makes the cup somewhat closer to finished shape, and the final draw completes the shape. Spring pads are used on practically all drawing dies.
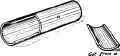
Fig. 55. Method of Determining Proper Site of Die.
Continue to:
My Books

