Embossing Dies
Description
This section is from the book "Modern Shop Practice", by Howard Monroe Raymond. Also available from Amazon: Modern Shop Practice.
Embossing Dies
Embossing
Embossing means to raise a figure, or design, above the flat surface of sheet stock. In operation the best results are obtained from the blow by attaching the force, or punch, or male member of the die to the hammer of a drop press.
Die Sinking
There are three methods of making embossing dies, and to employ any of the methods the workman must be an artist, for the outline of the design must be transferred from a sketch or possibly from a sample to the face of the die - if the design is of a floral or landscape effect, it means freehand sketching to obtain the desired outlines on the die face. Embossing dies proper, as well as drop-forging dies, are distinctly apart from the work expected of tool-makers or blanking die-makers, and embossing die-makers are known as die-sinkers.
Mobbing Methods
The method most generally used is known as the hobbing method. A male member or hob is made, as in Fig. 56, which is for a suspender buckle, and when finished the hob is hardened and forced into the face of the die block. This operation can be done either (1) cold, using hydraulic pressure, or (2) a flat-face punch can be attached to the hammer of a drop press, the die block heated to a bright red and placed in the drop press, and the hob placed in position on the face of the die block, the hammer then being allowed to fall, and forcing the hob into the hot die. When the latter method is used, however, the design as forced into the die block is rough, due to oxide scale from heating and cooling the die block. Also there is 1/8-inch shrinkage per foot to molten steel, and the shrinkage of steel when only red hot is considerable. However, the rough design is in the die block, and with semicircular, diamond-point, and flat engraving tools the figure is finished and smoothed with die-sinkers' files called rifflers. The final polish necessary in an embossing die is obtained by using the end of a small stick of wood and loose emery; every part of the design in the die must be free from scratches, for any mark in the die will be transferred to the work.
Reverse Cutting
The third method is to cut the design directly in face of the die block. To do this the die-sinker must cut the design the reverse of that desired, which is the most difficult method. Wax is used to obtain the impression. The surface of the die block or impression is smoked with a match to prevent the wax sticking and when the wax is forced into the impression in the die the wax shows the design and is the die-sinker's guide. The force or punch is made by shaping its end to practically the same outline as the depression in the die, and by forcing it cold into the die by hydraulic pressure, or the die may be fastened to the bed of a drop press and the force Attached to the hammer and forced into the die, either hot or cold.
Fig. 56. Embowins Die on Hob.
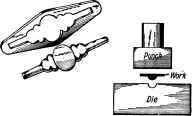
Fig. 57. Embossing Dies Used for Jewelry Work.
After a complete impression has been transferred from the die to the force the design on the force must be made smaller than the die to allow room between force and die for the stock to be embossed.
Jewelry Dies
Fig. 57 shows another style of embossing die which is used extensively for finger rings, breastpins, etc. The die shown is for a ring, and in operation the piece of gold is placed over the design in the die and a flat punch strikes the gold, forcing the design in on one side only. The piece of gold is then trimmed in a punch and die called a trimming die, which is nothing more nor less than a plain blanking die.
Continue to:
My Books

