Face Plate
Description
This section is from the book "Modern Shop Practice", by Howard Monroe Raymond. Also available from Amazon: Modern Shop Practice.
Face Plate
Sometimes it is advisable to use cores even if it is possible to construct the pattern so that it would core its own holes. This is the case where it is desired that the faces of the casting and the holes shall be smooth and as true as possible without expensive machine work. The finished face-plate of an engine lathe illustrated in Fig. 182 is a good example of such work.
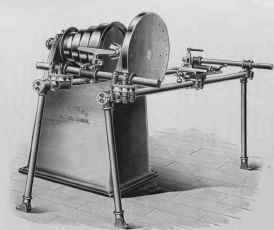
FACE PLATE LATHE Fay and Scott.

Fig. 182.
It will be readily seen that the pattern for this casting could be put in the sand and withdrawn from the mould, leaving the sand standing where the holes are located.
The trouble that arises from this method is due to the fact that when the metal is poured and allowed to flow about the fragile projections that are left to form the holes, the sand washes away, so that the holes in the casting are irregular and much smaller than those in the pattern. For these reasons the holes should be cored, as the core sand is firm and better able to resist the washing action of the flowing metal.
The patterns for such a face plate, a cross-section of which is shown in Fig. 183, should be made as follows: The allowance for finish on the face of the casting should be not less than 3/16 inch, and the same should be added to the diameter and also to the end of the hub. Having thus determined the thickness and size of the pattern, the disc should be built up of from four to sixteen sectors, according to the size of the plate. If the diameter is between 24 and 42 inches, sixteen sectors should be cut out, each filling an arc of 45°, so that when eight are placed edge to edge they will complete the circle. The thickness should be a little more than one-half the completed thickness of the pattern disc, and they should be laid up so as to form two layers, breaking joints with each other as shown in Fig. 180. When the disc is formed, the hub should be first glued in position, this also being built up of pieces glued together, and the whole attached to a large wooden chuck and iron face-plate of the pattern lathe in the same manner as described for the disc-crank (Fig. 178). The rim is next built upon the disc in the same way as has been described for former patterns. If the face plate is very large, the segments may be ½ inch or even 5/8 inch in thickness, and to avoid end wood, eight, twelve, or even sixteen, segments may be used for each layer according to the diameter of the rim.
The pattern now consists of the disc with the rim and hub in position, but larger than they should be. It is, therefore, placed in the lathe and carefully turned over its whole surface, each part and thickness being brought to the shape and dimensions of the completed pattern, care being taken to turn in a fillet of ¼ inch to ½ inch radius, depending on the size of the required casting, in the angles connecting the rim and the hub with the disc. Next put in the ribs; it is not necessary to form these out of built-up material, for each may be cut from a single piece. They should be carefully itted to form a close joint with the rim, the disc, and the hub, before they are glued in position. When this is done, all angle*) formed by the rim, ribs and hub with each other should be carefully filleted.

Fig. 183.
After the fillets are in position, it remains to provide for the coring of the holes. This is done by first laying out upon the face of the pattern the location and size of the holes. It is upon the points thus located that the core prints are placet!. Before this is done it must be decided which Bide of the casting is to be made uppermost.
Where a large, flat surface is to be given a finish, it is desirable that the metal should be as clean and free from Band and blowholes as possible. As the iron has a greater specific gravity than the sand of the mould, all particles of sand that may be washed away and all gases generated, rise to the surface of the molten metal. Those imprisoned by the cooling of the iron form the dirt and blowholes that disfigure the completed casting. In a casting such as the face-plate under consideration, it is desirable, then, that the face should be upon the lower Bide when the metal is poured. For the sake of convenience in setting the cores, the prints are put upon the face and make their impress in the sand of the drag. They should be glued and nailed in position after the pattern itself has been sand-papered, The core prints for the hole through the center are also put on in the same way.
Continue to:
My Books

