Simple Slab Jig
Description
This section is from the book "Modern Shop Practice", by Howard Monroe Raymond. Also available from Amazon: Modern Shop Practice.
Simple Slab Jig
A few designs of jigs will now be considered, to show the general requirements and the methods of construction.
The slab jig, Fig. 256, is the simplest form in use; it consists of a piece of flat stock of suitable thickness and of the same general outline as the piece to be drilled. The work may be clamped to the jig by means of U-clamps, or parallel-jaw clamps. If the jig is made of machine steel, the walls of the holes should be casehardened by heating the jig red hot and sprinkling powdered cyanide of potassium around the hole, reheating it in the fire, and plunging it into water; it should be worked back and forth in the bath so that the water will circulate through the holes.
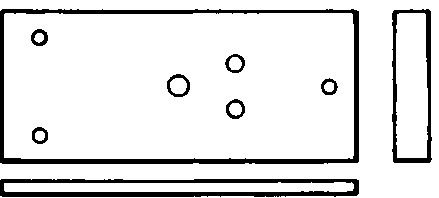
Fig. 256. Slab Jig.
Slab Jig With Bushing Holes
While the simple slab jig answers very well where but a few pieces are to be drilled, it is not suitable for permanent equipment on account of the wear of the holes. To overcome this, the holes may be made sufficiently large to receive hardened bushings having holes the size of the drill to be used. Fig. 257 shows this construction.
Stops And Holders For Work
When holes are to be drilled at certain distances from one or more edges, it is necessary to have stops against which the work may rest. These stops may be pins, a shoulder, or a rib.
If the outline of the work has been finished by any process that insures uniform lengths . and widths, such as milling, punching, or profiling, the locating points may be placed on all sides of the piece in which pins are used as stops or locating points, as shown in Fig. 258. It is necessary to flatten the pins on the sides that come in contact with the work, to prevent rapid wear.
When a jig is to be used constantly, it is advisable to have a shoulder or a rib rather than pins, for the work to rest against, as the former will not wear so rapidly as pins. Fig. 259 shows the same form of jig as Fig. 258, except that ribs are substituted for pins.
When there is no surety that the dimensions of the different pieces are exactly alike, it is advisable to locate the pieces in the jig from certain portions. The work must be forced against the locating points by means of a screw, cam, or wedge. With a screw, the work may be forced to position and held there, even when the dimensions of the piece vary considerably. The cam is operated much more quickly than the screw, and holds the work firmly when the size of the pieces varies but little. For certain purposes, the wedge is an admirable holding device, but it is not generally used. Fig. 260 shows a jig in which the work is located from one side and end, the work being forced against the stops by means of a screw; Fig. 261 represents the same jig having a cam instead of a screw.

Fig. 257. Jig Provided with Bushings.
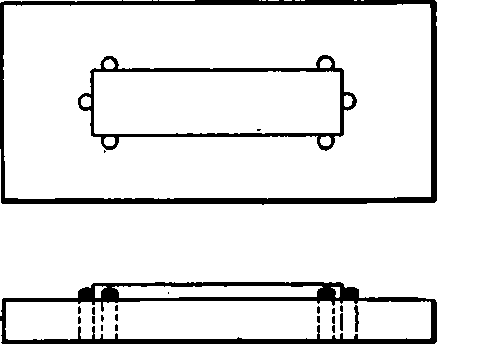
Fig. 258. Locating Pins on Jigs.
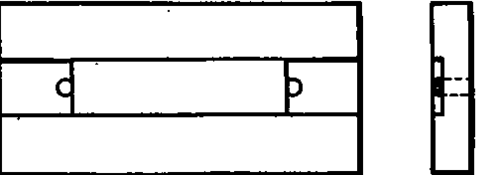
Fig. 259. Locating Ribs on Jigs.
Continue to:
My Books

