Forcing Operations Smith Welding. Part 3
Description
This section is from the book "Modern Shop Practice", by Howard Monroe Raymond. Also available from Amazon: Modern Shop Practice.
Forcing Operations Smith Welding. Part 3
Flat Or Washer Ring
This is a ring made by bending fiat iron edgeways. The ends of the stock are first upset but not scarfed, except for careful work, the ring bent into shape, and the corners trimmed off on radial lines as shown in Fig. 35. The ends are then scarfed with a fuller or peen of a hammer and lapped over ready for welding as shown in Fig. 36.
Butt Welding
When pieces are simply welded together end to end, making a square joint through the weld, it is known as a butt weld. It is best when making a weld of this kind to round the ends slightly, as illustrated in Fig. 37. The ends are heated and driven together and this round shape forces out the scale and leaves a clean joint. As the pieces are driven together they are more or less upset at the joint, making a sort of a burr. This upset part should be worked down at a welding heat between swages. A butt weld is not as safe or as strong as a lap weld. Long pieces may be butt-welded by placing one piece in the fire from each side. When the welding heat is reached the pieces are placed end to end, one piece "backed up" with a heavy weight, and the weld made by striking with a sledge hammer. Jump Weld. Another form of butt weld shown in Fig. 38 is a jump weld which, however, is a form that should be avoided as much as possible, as it is very liable to be weak. In making a weld of this kind, the piece to be butted on the other should have its end upset in such a manner as to flare out and form sort of a flange, the wider the better. When the weld is made, this flange may be worked down with a fuller or set hammer, thus making a fairly strong weld.
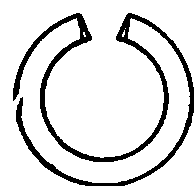
Fig. 35. Shaping Flat Ring.
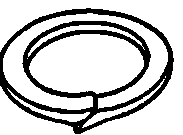
Fig. 36. Flat Ring Ready for Welding.
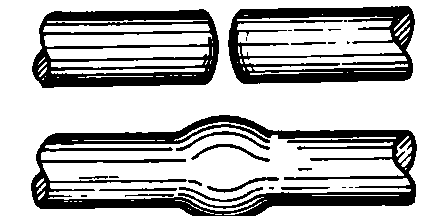
Fig. 37. Typical Butt Weld Before and After Welding.
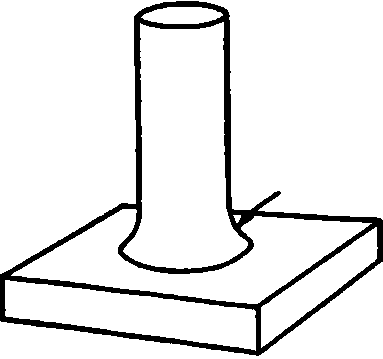
Fig. 38. Jump Weld.
Split Welding Heavy Stock
Heavy stock is sometimes welded by using a scarf of the shape shown in Fig. 39. One piece is split and shaped into a Y while the other has its end brought to a blunt point. When properly shaped, the pieces are heated to the welding heat and driven together. The ends of the Y are then closed down over the other piece and the weld completed. A second heat is sometimes taken to do this. This weld is often used when joining tool steel to iron or to machine steel. Sometimes the pieces are placed together before taking the welding heat.
Angle Welding
In all welding it should be remembered that the object of the scarfing is to so shape the pieces to be welded that they will form a joint easy to weld and give the proper size for the work. Frequently there are several equally good methods of scarfing for the same sort of a weld, and it should be remembered that the method given here is not necessarily the only way in which that particular weld may be made. Fig. 40 shows one way of scarfing for a right-angled weld made of flat iron. Both pieces are scarfed exactly alike, the scarfing being done by the peen end of the hammer. If necessary, the ends of the pieces may be upset before scarfing. Care should be used to see that the pieces touch first in the center of the scarf, otherwise a pocket will be formed which will retain the scale and spoil the weld. T-Welding. A method of scarfing for a T-weld is illustrated in Fig. 41. The scarf is formed mostly with the peen end of the hammer; the points are short for easy welding. The stem A should be placed on the bar B, when welding, so that there is a little lap-over. Round-Stock T-Weld. Two methods of scarfing for a T-weld made from round stock are shown in Fig. 42. The scarfs are formed mostly with the peen end of the hammer. The illustration will explain itself. The stock should be well upset in either method.
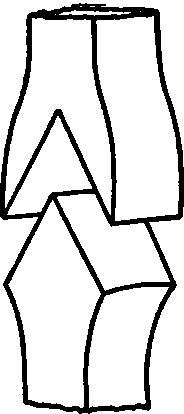
Fig. 39. Cleft or Split Weld.

Fig. 40. Right-Angled Weld.
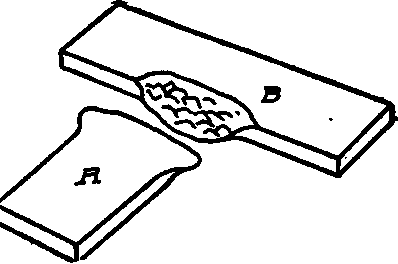
Fig. 41. T-Weld.
Welding Tool Steel
The general method of scarfing is the same in all welding but greater care must be used in heating when welding tool steel. The flux used for welding tool steel should be the sal ammoniac and borax mixture mentioned before. Spring steel or low-carbon steel may be satisfactorily welded if care is used. To we!d steel successfully the following precautions should be observed. Clean the fire of all cinders and ashes. Put sufficient coal upon the fire so that it will be unnecessary to add more coal while taking the welding heat. Upset both pieces near the end and scarf carefully. When possible, punch a hole and rivet the two pieces together. Heat the steel to a full red heat and sprinkle with borax. Replace in the fire and raise to the welding heat. Clean the scarfed surface and strike lightly at first, following with heavier blows. The appearance of steel when at a welding heat is a pale straw color. Always avoid a weld of high-carbon steel alone, when possible.
Welding Steel And Wrought Iron
Steel may also be welded to wrought iron. This is done in the manufacturing of edged tools. The body of the tool is of iron, to which a piece of steel is welded to form the cutting edge. This class of work is best done with a fire of anthracite coal, though coke or charcoal may be used. The fire should be burning brightly when the heating is done. Lay the iron and steel on the coal until they are red hot. Then sprinkle the surfaces of both with the flux and let it vitrify. A convenient method of doing this is to have the powdered flux (borax preferred) in a pepper pot. As soon as the heat has changed the metals to a straw color lay them together and strike. A single blow of a drop hammer, or four or five with a light sledge will do the work. Be sure that these pieces are well covered with a flux before attempting to weld.

Fig. 42. Method of Making T-Weld for Round Stock.
Continue to:
My Books

