Forcing Operations Smith Welding. Part 2
Description
This section is from the book "Modern Shop Practice", by Howard Monroe Raymond. Also available from Amazon: Modern Shop Practice.
Forcing Operations Smith Welding. Part 2
Lap Welding
This is the common weld used for joining flat bars together. The ends to be welded are scarfed or shaped as shown in Fig. 27. In preparing, the ends of the pieces to be welded should be first upset until they are considerably thicker than the rest of the bar. This is done to allow for the iron that burns off or is lost by scaling, and also to allow for the hammering when welding the pieces together. To make a proper weld the joint should be well hammered, and as this reduces the size of the iron at that point, the pieces must be upset to allow for this reduction in size. For light work the scarfing may be done with a hand hammer. For heavy work a fuller and sledge should be used. After upsetting on light work, the end to be scarfed is roughly shaped with the peen end of the hammer as illustrated in Fig. 28, the final finishing being done with the flat face of the hammer.

Fig. 28. Shaping Scarf.
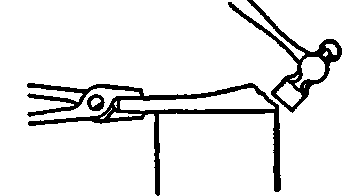
Fig. 29. Finishing Scarf.
For this work (finishing the edge of the scarf) as well as for all pointed work, the end of the bar should be brought to the extreme edge of the anvil in the manner indicated in Fig. 29. In this way a hard blow may be struck with the center of the face of the hammer without danger of striking the hammer on the anvil. For all ordinary lap welding the length of the scarf may be about 1 1/2 times the thickness of the bar. Thus, on a bar 1/2 inch thick, the scarf will be about 3/4 of an inch long. The width of the end, Fig. 27, should be slightly less than the width of the bar. In welding the pieces together the first piece held by the helper should be placed scarf side up on the anvil and the second piece laid on top, scarf side down, overlapping them to about the amount shown in Fig. 30. As it is generally somewhat difficult to lay the top piece directly in place, it should be steadied by resting lightly against the corner of the anvil and thus guided into place.
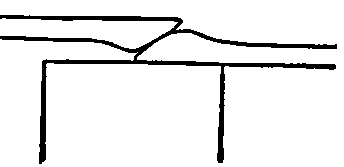
Fig. 30. Overlapping for Weld.
Round Lap Weld
This is the weld used to join round bars end to end to form a continuous bar. All the precautions regarding the scarf, etc., used for making the lap weld should be taken with this as well. The general shape of the scarf is shown in Fig. 27. It will be noticed that the end is hammered to a sharp point. If the scarf be made with a flat or chisel-shaped end similar to the flat lap weld, the corners will project beyond the sides of the bar in welding and cause considerable trouble, as it will then be necessary to work entirely around the bar before the joint is closed down. With a pointed scarf the weld may be frequently made by hammering on two sides only. This is not so important when welding between swages.
Ring Round Stock
When a ring is made, the exact amount of stock may be cut, the ends upset and scarfed as though making a round lap weld, the stock bent into shape, as shown in Fig. 31, and welded. The ends should be lapped sideways as shown at A. In this position a ring may be welded by simply laying it flat on the anvil, while if lapped the other way, B, one [end in, the other out, it would be necessary to do the welding over the horn of the anvil. In all welding the piece should be so lapped that the hammering may be done in the quickest and easiest manner.
Allowance For Welding
In work of this character, when the stock is cut to a certain length, allowance is sometimes made for loss due to welding. The exact amount is hard to determine, depending on how carefully the iron is heated and the number of heats required to make the weld. The only real loss which occurs in welding is the amount which is burned off and lost in scale. Of course, when preparing for the weld, the ends of the pieces are upset and the stock consequently shortened. The piece is still further shortened by overlapping the ends when making the weld, but as all of this material is afterward hammered back into shape, no loss occurs. No rules can be given for the loss in welding, but as a rough guide on small work, a length of stock equal to from 1/4 to 3/4 of the thickness of the bar will probably be about right for waste. Work of this kind should be watched very closely and the stock measured before and after welding in order to determine exactly how much stock is lost.
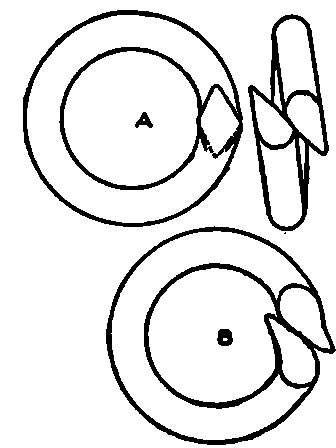
Fig. 31. Lapping Ring Ends.
Chain Links
The first step in making a chain link is to bend the stock into a U-shape, care being taken to have the legs of the U exactly even in length. The scarf used is approximately the pointed shape used for a round lap-weld scarf. An easy method is as follows: One end of the U-shaped piece is laid on the anvil as indicated in Fig. 32.
This is flattened by striking directly down with the flat face of the hammer, the piece being moved slightly to the left, as shown by the arrow, after each blow, until the end is reached.
This operation leaves a series of little steps at the end of the piece and works it out in a more or less pointed shape, as shown in Fig. 33 at A. The point should be finished by placing it over the horn of the anvil and touching up with a few light blows. After scarfing the other end of the U in the same manner the, ends are overlapped as indicated at B and welded together.
The second link is scarfed, spread open, and the first link inserted. It is then closed up again and welded.
The third is joined on this, etc.
When made on a commercial scale, light links are not always scarfed but sometimes simply hammered together and welded in one heat.
This is not possible in ordinary work.
Band Ring
A method of making a band ring from iron bent flatways is illustrated in Fig. 34. Stock is cut to length, the ends upset and scarfed, using a regular flat-weld scarf, and the ring bent into shape and welded; the welding being done over the horn of the anvil. The heating must be carefully done or the outside lap will be burned before the inside is nearly hot enough to weld.

Fig. 32. Scarfing Chain Link.
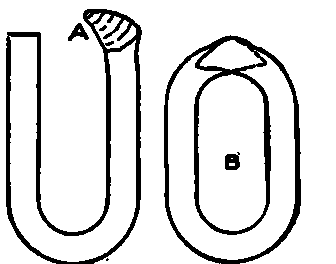
Fig. 33. Shaping and Finishing Scarf.
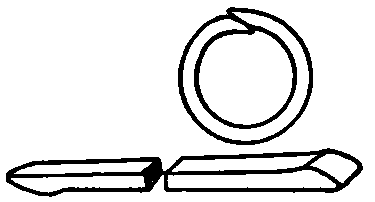
Fig. 34. Band Ring.
Continue to:
My Books

