Foundry Physical Results
Description
This section is from the book "Modern Shop Practice", by Howard Monroe Raymond. Also available from Amazon: Modern Shop Practice.
Foundry Physical Results
Checking
The methods of mixing iron by analysis have been previously dealt with, but these mixtures must be checked by physical tests on the resulting castings. Two systems of checking are now in more or less general use throughout the United States.
Keep's Mechanical Analysis
A very complete system of regulating mixtures, termed by the inventor Mechanical Analysis has been devised by W. J. Keep, of Detroit, Michigan, who has had long experience in this subject. In Fig. 190,-4 shows a follow board arranged with patterns and yokes. The test bars are 1/2 inch square and 12 inches long. They are cast in green sand with their ends chilled against the faces of the cast-iron yokes, shown in the cut Three molds should be cast each heat, and the test bars allowed to cool in the molds.
Silicon And Shrinkage
The analysis is based on the fact that silicon is the most important variable chemical element in cast iron, and that shrinkage in castings is inversely proportionate to the silicon in the mixture.
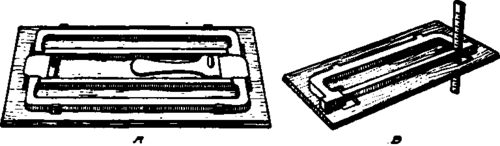
Fig. 190. A - Keep's Test-Bar Pattern; B - Measuring Shrinkage.
The first test, as shown at B, Fig. 190, is to replace each bar in the same yoke in which it was cast and by means of a specially graduated taper scale to ascertain accurately the amount of shrinkage.
The shrinkage of the bars when the castings prove satisfactory, should be considered the standard for that class of work for that shop. If at any time the shrinkage is greater than the standard) increase the silicon by using more soft pig; if it is less, decrease silicon by using more scrap or cheaper iron.
Chilled Depth
The depth of chill on the castings is measured after chipping off a piece from the end of the bar.
Transverse Strength
The third test is to obtain the transverse strength of each bar. This is done on a special testing machine which gives a graphical record of the deflection and the ultimate breaking load. These dead loads will vary with different mixtures approximately from 340 to 500 pounds.
Deductions
Quoting from Mr. Keep's circular:
With high shrinkage and high strength of a 1/2-inch square test bar, heavy castings will be strong but small castings may be brittle.
With low shrinkage and high strength, large castings will be weak and small castings will be strong.
With uniform shrinkage, an increase in the strength of a 1/2-inch square test bar will increase the strength of all castings proportionately.
Arbitration-Bar Tests
The other form of tests was devised by a committee of the American Foundrymen's Association, and is recommended in the Proposed Standard Specifications for Gray-Iron Castings by the American Society for Testing Materials.
Test Bar
The test bar specified is 1 1/4 inches in diameter and 15 inches long, and is known as the arbitration bar.
The tensile test is not recommended, but, if called for, a special threaded test piece is turned down from the arbitration bar, and has a test section 0.8 inch in diameter and 1 inch between shoulders.
The transverse test is made with supports 12 inches apart.
Fig. 191 shows a sketch of the patterns for these bars. Two bars are rammed in a flask and poured on end. The small prints on the two bar patterns project into the cope and are connected by one pouring basin. A special green-sand mixture is specified for making these molds; the molds are to be baked before pouring, and the bars allowed to remain in the sand until cold.
Specifications
Table IX shows the specified requirements; in this connection castings are distinguished as follows:
Unless furnace iron is specified, all gray castings are understood to be made by the cupola process.
Light castings arc those having any section less than $ inch. Heavy castings have no section less than 2 inches. Medium castings are those not included in the above.
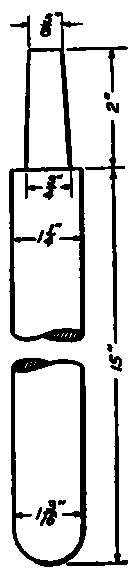
Fig. 191. Pattern for Arbitration Bar.
Table IX. Arbitration-Bar Standards
Grade or Casting | Chemical Properties | Physical Properties | |
Sulphur Content High Limit (per cent) | Transverse Test* Minimum Load (lb). | Tensile Strength Low Limit (lb. per sq. in). | |
Light | 0.08 | 2500 | 18,000 |
Medium | 0.10 | 2900 | 21,000 |
Heavy | 0.12 | 3300 | 24,000 |
Continue to:
My Books

