Large Cored Pulley. Molding Method
Description
This section is from the book "Modern Shop Practice", by Howard Monroe Raymond. Also available from Amazon: Modern Shop Practice.
Large Cored Pulley. Molding Method
For the larger sizes of cast pulleys, including spur gears, rope sheaves, and balance pulleys, the wooden-arm and metal-rim patterns are impractical. In Fig. 185 are shown the dimensions of a single six-arm solid pulley which is molded by means of dry-sand cores and sweeping. The patterns for the double-arm, clamped between the arms, and clamped through the arms, are adaptations of the same process.
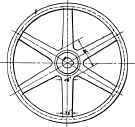
Fig. 185. Dimensions of Cored-Arm Pulley.
Arm Core
First prepare an arm core box, Fig. 186, which shows the core box with the near side removed so as to exhibit the hub and arm pattern in place. This box should be made of 1 1/2-inch stock, and 3 1/2 inches deep by 10 inches wide inside; one end will be fitted to form a 60-degree angle, while the other end will be left open. Wake the inside length about 48 inches, as this core box can be used for larger diameter pulleys. Have the core box well screwed together, cleated on the bottom, finished smooth, and shellacked on the inside.
Fig. 187 shows a section through the center of hub a, arm b, and inside rim pattern c, these three parts being made separate, so that by slight alterations they can be used for other diameters. The hub a is made of three pieces of stock, the lower being the thickness of one-half of the arm. The grain of this stock should be parallel to the length of the core box. Lay out from the center line the 60-degree angle and form of the arm at the center of the pulley, as shown in Fig. 187. The next two pieces of stock, a' and a", should have the grain at right angles to the length of the core box; the thickness of a' to be 5/8 inch, out of which is carved the fillet. These two pieces are to be fitted into the core box, and the arcs from the outside of the hub scribed from the center on the core box. The outside of a" may be smoothed with a spokeshave and sandpaper before the three pieces are nailed - not glued - together, but the fillet on a' had best be carved after the assembly. Trim section a at d to make the round beading between the arms, and trim a at f to a half ellipse.
The rim end of the arm pattern c and its parts c' and c" are constructed by the same process, fitting the pieces of stock into the core box and scribing the ares for the inside of c' and c". The inside of c" should be finished smooth, using a spokeshave or a circular plane, as described in Part I. Carve the fillet on c' after assembling.

Fig. 188. Section of Hub Cora Box.
The arm b is planed to the required form of half the arm. These three parts are shellacked in the same manner as described before, and are fastened into the core box with wood screws. Be sure that the arm is central in the core box.
Hub-End Core
The pattern for the ends of the hub receive our next consideration. The arm core box was made 3 1/2 inches deep, so there remain 4 3/4 inches of hub outside the arm core box on each side, allowing 1/4 inch for metal finish on the ends of the hub, as indicated in Fig. 188.
Glue 1 1/2-inch stock together, to make the hub 12 1/2 inches in diameter by 5 inches long. Plane one end true, bore a 1-inch hole at the center, and, after band sawing to a rough diameter, fasten to a faceplate having a 1-inch pin at its center. Turn to the required diameter and length, allowing a slight draft to the outside. Bore a 1-inch hole at the center. If the hub is not too large, it should be turned on an arbor, and also if quite large the hub may be constructed of two circular heads, nailing and gluing narrow stock - lagging - to the periphery of these heads or ends, and turning the hub after the glue is dry, as noted above.
The core prints in this case can be made of flat stock fitting a 1-inch pin at center, and nowel b and cope core prints should be about 2 inches thick. An addition c to the core prints, 3 inches in diameter and about 1 1/4 inches thick, should be fastened and turned with them. The upper end of this 3-inch piece shall be flush with the frame, forming the outside of the core. If the foundry is equipped with iron pulley-rim patterns, one of these can be used, striking down to the top of the 3-inch print c if the edge of the rim pattern is too high. Flange Core. The length of the core box for the inside flange, Fig. 189, will be made to allow twelve half cores. Multiply the inside diameter of the rim, 70 inches, by the sine of half of the included angle, .2588, which will equal 18.11 inches for the longest length of the inside of the core box. The thickness of the stock used for the core box should be about 7/8 inch, and the other dimensions are given in Fig. 189.

Fig. 191. Section of Cored-Arm Pulley Mold.
Two patterns for the flange will be made, one to be nailed in place in the core box, and one to be used to mold the upper inside flange.
Strike
The strike a, Fig. 190, is made of two pieces of stock 1 1/8 inches thick by 5 inches wide, halved together. The finger board 6 strikes the beading between the arms, and the inner end is sawed to the sectional form shown in Fig. 187. The length of strike a will be 24 1/2 inches long, allowing for 1/4 inch for metal finish on each edge of the pulley face.
Molding Process
A brief description of the molding process will make the use of this equipment clear.
Twelve half cores are made in the arm box, Fig. 186, and pasted together to make six dry-sand arm cores.
In the hub box shown in Fig. 188 one core is made for the lower end of the hub mold, and one core with the core print b cut through to the top of the core to clear the sweep spindle. Twelve cores are made in the flange core box.
A cheek flask is bedded in the ground a and the standard with spindle is also bedded in, as shown at b in Fig. 191. The bed is struck off and the flange cores set concentric with the spindle. Block up under the lower hub core at c and under the arm cores at c' and c" to locate the arms at the center of the face. A brick wall is loosely laid up just outside the lower flange cores, to the height of face required. The center is then filled with green sand and rammed hard, the upper hub core being placed over the spindle. The brick wall is now torn down and the strike set in position, striking off the green sand, to the end of the arm cores.
The cheek flask being put into position a'a", the mold is rammed in green sand outside of the lagging which is placed next to the inside mold to give the thickness to the rim. The cheek is removed and slicked. The upper flange is bedded in at d; the spindle is withdrawn and replaced with the shaft-hole core; the cheek is replaced; flat covering cores are placed over the rim mold e; and the cope is rammed. The gates, sprues, risers, and pouring basins will not require any pattern labor.
Some molders prefer to make the outside of the rim with dry-sand cores, and this is always the method employed for rope sheaves.
Continue to:
My Books

