Molder's Trowel
Description
This section is from the book "Modern Shop Practice", by Howard Monroe Raymond. Also available from Amazon: Modern Shop Practice.
Molder's Trowel
The molder's trowel illustrated in Fig. 121 is a sample of a large class of forgings, having a wide thin face with a comparatively small thin stem forged at one end. The stock used for the trowel would be about 1/4 inch by 1 inch. This is thick enough to allow for the formation of a ridge at R. Fig. 122 shows the general method employed. Two nicks are first made with fullers, as illustrated at A, and the stem drawn down, roughly, to size. This stem is then bent up at right angles and forged to a square corner, as illustrated at B, in the same general manner as the square corner of a bracket is formed. When flattening out the blade in order to leave the ridge shown at R, Fig. 121, the work should be held as shown at C, Fig. 122. Here the handle is held pointing downward and against the side of the anvil. By striking down on the work and covering the part directly over the edge of the anvil with the blows, all the metal on the anvil will be flattened down. By swinging the piece around into a reversed position, the other edge of the blade is then thinned down. This leaves the small triangle shown by the dotted lines unworked and forms the ridge shown at R. The same result could be obtained by placing the work flat on the anvil face and using a set hammer.
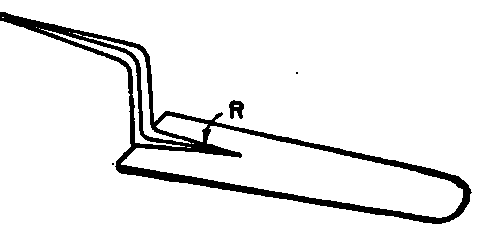
Fig. 121. Molder's Trowel.
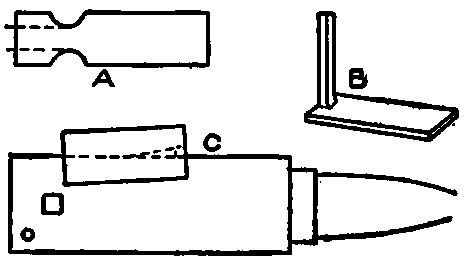
Fig. 122. Method of Making Molder's Trowel.
Continue to:
My Books

