Mint. Part 3
Description
This section is from the book "The Engineer's And Mechanic's Encyclopaedia", by Luke Hebert. Also available from Amazon: Engineer's And Mechanic's Encyclopaedia.
Mint. Part 3
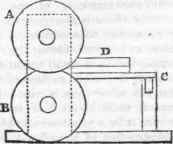
It consists of two steel rulers fixed fast together at one end, the other end being a certain distance asunder, forming an opening between them gradually diminishing to nothing; the sides of the rulers are divided, and in using, to determine the thickness of a piece of plate, the edge of the metal is applied to the opening between the rollers, and the engraved divisions show the distance it will go into the opening before fitting tight. After the completion of this process, it becomes necessary that the metal should be cut into uniform slips, of a convenient width for cutting out the circular pieces or blanks, which are to form the coin: this width being generally that of two crowns, two half-crowns, and two shillings. This is accomplished with accuracy and precision, by passing the metal between two cutter-wheels, as exemplified in the annexed illustration. A and B are the circular cutters, the edges of which lie in close contact laterally, and overlap each other a little; they are turned very truly circular, and are, on the whole, constructed with great care and nicety. The edges are formed of hardened steel, and whilst revolving, if the edge of any piece of metal be presented to them, it will be cut, or divided, in the same manner as by a pair of shears.
C is a narrow shelf, upon which the plate is supported when pushed forward to be cut and D is a guide, fixed upon the shelf, against which the edge of the plate of metal is applied whilst it is moved forward to the circular cutters, and which, by being movable, determines, by the distance which it stands back from the cutting edges, or line of contact of the cutters, the precise breadth of the slip of metal which will be cut off. To give these slips of metal the exact thickness requisit. before being cut into blanks, they are subject to a more delicate rolling, or are drawn between dies, by an ingenious and eflicaciousmodification of the grea rollers, invented by Mr. Barton, the present comptroller of the mint.

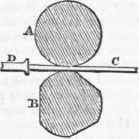
Mr. Barton has, likewise, brought into successful operation a new machine for drawing the metal between dies, in a similar manner to that in which wire drawing is accomplished, by which a greater degree of accuracy and uniformity is obtained in the thickness of the metal. It is, however, necessary, before this operation can be accomplished, that the ends of the slips of metal should be thinned, that they may enter, with ease, the drawing, or elongating apparatus; for which purpose they are passed between rollers, the construction of which the annexed figure will explain. A is the upper roller; B the lower, which has three flat sides; C is the piece of metal placed between the rollers; D is a stop, adjustable in the line of the motion of the slip of metal C, which is presented to the rollers when they are in such a position that one of the flat sides of the lower roller is opposite the upper, then the piece of metal can be pushed forward between the two until prevented by the stop D; as the rollers then revolve, and the flat side passes by, the cylindrical parts will take the metal between them, and roll it thinner at the end which is between the stops and the point of contact of the rollers.
This thin portion of the slip of metal is then introduced between the dies, which are two steel cylinders made very hard and true. These dies are attached to one extremity of the drawing, or elongating machine, which is provided with endless chains, to which are attached tongs similar to those used in wire-drawing, which grasp the metal slip with great force, drawing it through the dies as the endless chain performs its revolution. This machine, although important in its result, and apparently exercising a great power of action, is, with but little labour, rendered available for the purpose for which it was intended, by the trifling muscular energy exercised by two boys, who conduct its operations. At the mint there are two of these machines, by means of which the pieces of metal are brought more nearly to the standard weight, which is an object of considerable importance.
The next process to which the silver slips are subjected, is accurately and efficiently performed by Mr. Bolton's cutting-out press, for which he obtained a patent in 1790. This press differs not materially from those in use at most foundries. Twelve of them are at the Royal Mint, arranged in a circle around a large wheel, which is turned by a steam engine, and has a fly-wheel fixed on the same axis, just above the wheel, to regulate the motion, the whole presenting a pleasing and commodious arrangement of machinery. The round pieces of silver, or blanks, are, after being cut out by the Bolton press, carried to the sizing-room, where each individual piece is adjusted to its standard weight. The light pieces are selected for remelting, and the heavy ones (if not considerably beyond weight) are reduced to their standard weight by rasping their surfaces with a rasp, or file. The accuracy and efficiency of Mr. Barton's machine for drawing the metal between dies, has considerably abridged the labour of this inelegant and unmechanical process. The pieces thus adjusted are in a state of great hardness from compression by the rolling and drawing processes, and by which, in fact, a great portion of their latent heat has been squeezed out.
They attain their softness again by being heated to a cherry red, in a reverberatory furnace; after which they are boiled in dilute sulphuric acid, which makes them very clean, and of a white colour. When dried either in warm saw-dust, or over a very slow fire, they are in a fit state for the two next processes, which are the milling, and the coining, or stamping.
The operation of milling is performed round the edges of the pieces of money to prevent their being clipped or filed, which was a fraud commonly practised upon the ancient money, made before the introduction of milling or lettering round the edges. The construction of the milling machine is simple, but efficacious. It consists of two rulers, or steel bars, which are accurately cut, or fluted, and, by the aid of a simple combination of mechanical contrivances, so placed that although the lower one is immovable, the upper has a horizontal motion, car y-ing the piece of money with it, which is placed edgeways between the two, the grooves, or flutes, in the steel bars, forming corresponding indentations and elevations, on the edge of the coin.
The next, and last operation, which remains to be performed to complete the process, is that of stamping the effigy, or impression, upon the hitherto blank pieces of silver. This is accomplished by the coining press, of which there are eight in the Royal Mint. They are worked by a steam engine, which communicates its power from an adjoining room, by means of connecting mechanical arrangements. Both sides of the piece of money are stamped by one stroke of the press. The blank piece of metal being placed flat upon the lower die, which is immovable, is then forcibly struck by the upper die, which, at one stroke, produces the impression. The piece of blank coin is contained within a steel ring, or collar, whilst being stamped, which preserves its circular figure. There is, likewise, connected with this machine, a beautiful arrangement of mechanical power, by which, when one piece of metal is struck it will be removed and replaced by another. This is accomplished through the agency of the same power which puts the press in action, and consists of an arrangement of levers and other mechanical contrivances.
The process of coining is now accomplished. Throughout this short notice we have mentioned silver as the metal coined into money by the beautiful and efficient machinery to which we have directed the attention of our readers; and, by so doing, we have embraced almost every process to which the other metals used for the same purpose are subjected; the operation, in every case, being, with a few trifling exceptions, the same. We may now truly say that the art of coining has arrived at that degree of perfection, that its farther improvement has ceased to be the object of national importance, which, in earlier ages, it must have appeared. But still there cannot be a doubt, that, considering the rapid strides which the physical sciences are making towards perfection, many years will not elapse before we may look back upon some of those combinations of mechanical skill and ingenuity which we have been accustomed to consider as preeminently excellent, as things which have been, having given way to more perfect efforts, which, in their turn, may, perhaps, upon the discovery of some entirely new moving power, be considered cumbrous and unskilful efforts of human industry.
Continue to:
My Books

