Mint. Part 2
Description
This section is from the book "The Engineer's And Mechanic's Encyclopaedia", by Luke Hebert. Also available from Amazon: Engineer's And Mechanic's Encyclopaedia.
Mint. Part 2
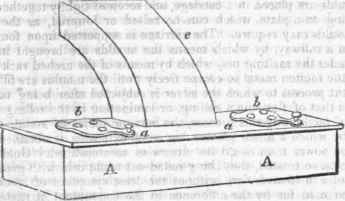
These are the air furnaces, built of fire brick, in the usual manner of melting furnaces, but to render them more durable, the brickwork is cased in iron plates, which are put together by screws. b b are the covers to the furnaccs; they are held down to the top plate by a single screw pin for each, and on the opposite side of the cover a handle a, is fixed; by pushing this handle, the cover is moved sideways upon its centre pin, which leaves the furnace open; a roller is fitted to the cover, to run upon the top plate, and render the motion easy. The interior of each furnace is circular, 30 inches deep, and 21 in diameter; the bottom is a grate of cast iron bars, movable for the purpose of admitting air. Upon the grate is placed a pedestal or stand of cast iron, of a concave shape, covered an inch thick with coke or charcoal dust, upon which the melting pot is placed; the pedestal is nearly two inches thick, and is fully two inches broader in diameter than the pot, the object of which is to protect the hip of the pot from the intense heat which the current of air ascending through the grate when the furnace is at work creates, and which might otherwise melt it.
On the top or mouth of the pot, is placed a muffle, which is a ring of cast-iron, six inches deep, made to fit neatly into the pot; the use of this muffle is similar to that used in melting gold, to give a greater depth of fuel in the furnace than the mere length of the pot, and which adds materially in nerfecting the process. The muffle likewise, by rising above the pot, enables ingots of silver to be charged, which are longer than the depth of its interior. The top of the muffle is covered with a plate of cast iron, to prevent the fuel from falling into the pot, and secure the metal from the action of the atmospheric air when in fusion. Each furnace is provided with a flue, which proceeds in a horizontal direction, and extends to the flue c which is carried up in a sloping direction to the stack or chimney.
When the furnace-covers b b are closed, the current of air which enters at the grate ascends through the body of the furnace, and causes the fuel, which is coke, to burn with great intensity around the melting pot. The degree of heat is accurately regulated by a damper, fixed in the flue of each furnace. When the furnace is put to work, it is lighted by some ignited charcoal being put upon the grate, and around the pot, (for the melting pot is always in its place before the fire is lighted;) upon the charcoal about three inches depth of coke is placed; the cover b is shut, and the damper is withdrawn about two inches. When the coke is ignited, a similar quantity is added, and so continued until the furnace is filled with ignited coke. The object of this precaution is to prevent the cracking of the melted vessel by being too suddenly heated. Before the silver is charged, the pot is heated to a bright red: it is then carefully examined to ascertain if it has successfully withstood the action of the furnace, or cracked during the operation. The silver is then placed in the pot, accompanied by a small quantity of coarsely grained charcoal powder, - which by coating the inner surface of the pot, prevents the silver from adhering to it.
When the silver has attained the fusing point, the quantity of charcoal is increased, until about half an inch thick on the surface of the silver, which preserves it in a great measure from the action of the atmosphere, and prevents that destruction of the alloy which was found so great a difficulty in the earlier processes of coining. When the silver is completely and properly melted, it is stirred with an iron stirrer, in order that the whole may be of one standard quality. The vessel containing the molten silver is then lifted from the furnace by means of a powerful crane, to which are suspended hooks, or claws, which firmly clutch the rim of the pot; which being raised a sufficient height from the furnace, is swung round by the gib of the crane, that it may be brought over the pouring machine, of the principal portion of which the following engraving will convey an adequate idea. A is an axis to which is affixed a cradle, which receives the pot. The cradle is so constructed as to open and shut, and the screw b draws the parts together till they fit Forming a continuation of the principal bors of the cradle, is the arched rack, C. When the cradle is in its place, the rack is. engaged by a pinion, and can thereby be elevated to pour the metal by means of a lip, or spout, made in the edge of the pot for that purpose, into the ingot moulds.
D is the melting pot, firmly embraced by the cradle, preparatory to filling the moulds, which are composed of cast iron, the upper edge of the mouth being slightly enlarged, to facilitate the reception of the metal. A row of these moulds are placed in a carriage, and screwed tightly together, at the same time resting on a plate, which can be raised or lowered, as the difference of size in moulds may require. The carriage is supported upon four wheels, and runs upon a railway, by which means the moulds are brought in regular succession under the melting pot, which by means of the arched rack C, is lowered to allow the molten metal to escape freely until the moulds are filled.
The next process to which the silver is subjected after being taken from the moulds, is that of flattening, rolling, or laminating in the rolling mill. For the purpose of facilitating this process, the bars, or plates of metal, are heated to redness, by which a much greater degree of extension is obtained by the same amount of power than could be otherwise accomplished. Gold bars do not require to be so treated, they being rolled out while cold with great ease, to the thinness of a half-sovereign, without the least symptom of cracking: this is easily accounted for by the difference in the constituent particles of the two metals - gold and silver. The rolling mill is put in motion by a powerful steam-engine, which, by a judicious and beautiful arrangement of mechanism, causes two rollers to revolve in opposite directions, and then their adjacent surfaces will move together, between which the silver to be rolled, or flattened, is introduced. Connected with the mill there is also a gauge, or scale, to ascertain the thickness of the plates which have undergone extension by means of the rollers.
Continue to:
My Books

