Pottery Painting
Description
This section is from the book "The Engineer's And Mechanic's Encyclopaedia", by Luke Hebert. Also available from Amazon: Engineer's And Mechanic's Encyclopaedia.
Pottery Painting
The pieces of porcelain or earthenware to be enamelled and enriched by gilding, are, after the first firing, dipped in a suitable glaze, and again submitted to the fire; they are then delivered to the painter or ena-meller. The colours used in enamel-painting are composed of metallic calxes and fluxes, suitable to each other, separately and conjointly, and of such a nature as to fuse them sufficiently for the glazing on which they are laid. Gold has also its flux, and is laid on as other colours are. When the painting is completed, the ware is placed in a furnace less in size, and different in construction, from that before noticed. Care is here necessary in the arrangement of the vessels, and great nicety is required in the degree and the continuation of the heat, which is not so intense as in the former firings. The colours after this firing put on a shining appearance, but the gold has an opaque yellow cast, and is burnished with a blood-stone to give it the desired brilliancy.
The deleterious effects of glazes, composed principally of lead, having engaged the attention of the Society of Arts, they were induced to offer their largest honorary premium for the discovery of a glaze for the common red pottery, composed of materials not any ways prejudicial to the health, and which, from its cheapness and fusibility, at the comparatively low temperature required by red pottery, might supersede the use of lead in that branch of manufacture. The following method was communicated to the Society by Mr. Meigh, of Skel-ton, for which the Society awarded him the premium: - The vessels are to be first dipped in a mixture of red marl, ground in water to an impalpable paste, in order to fill up the pores with the fine particles of the marl; the vessels are then glazed with a mixture of the consistence of cream, of equal parts of black manganese, glass, and Cornish stone, well ground and mixed together, and when the ware is well dried it is fired as usual. For a white glaze, the manganese is omitted.
Owing to the vast extent of the manufacture of refined sugar in this country, there is a very great and constant demand for sugar-loaf moulds, which are a species of unglazed red pottery, made upon the potter's wheel. Messrs. T. and R. Powell, of Bristol, however, by an improved patent process, now form them upon a mould, preparatory to turning, and afterwards give them a glaze both inside and out. The machinery employed by the patentees is represented in the following Figs. 1, 2, and 3. a, Fig. 1, represents the mould formed of wood or plaster of Paris, or both, and turned perfectly smooth; it has a cylindrical pin b in the apex, and in the centre of the base, a hole to receive the head of an upright spindle c, which projects about an inch through the disc d; upon this disc the mould is placed, a small pin from d entering a hole in the base to carry it with the disc, when the spindle (which is placed at the potter's table,) is set in motion by a band passing round the pulley e.
Fig. 2 represents the press in which the clay is prepared for the mould, a a the cheek of the press; b, a stout triangular box secured to the sides of the press, of the shape shown by the dotted lines on Fig. 3; c, a table supported by hinges at one end, and at the other by wedges resting on the frame e; a flat boardf, (shown separate in Fig. 3,) is placed upon the table under b; in the box. 6 is a thick plank, of the shape of an interior of f, and across b is placed a stout block of wood g, which is retained in its place by iron straps h bolted to b, and having forelocks passing through the top of them; in g works the screw k, its upper end being steadied by the cross-piece I, and the lower end pressing on the thick plank in b.
Fig. 3 represents the plankf, which is half an inch thick, and having a piece taken out of the centre (as shown in the figure); the dotted lines represent the exterior shape of b, the interior being the same as /. The operation is as follows: the plank / being placed on the table and slided under b, the table is wedged up, and the forelocks are withdrawn from the straps h; the block g and screw k are raised by a rope; the box b is then to be filled with clay, and covered with the thick plank before mentioned; g is then replaced, and the forelocks driven in: the screw being now turned, presses the clay into the mould plank f; a wire is then drawn through between the plankfand the box b; the wedges being knocked out, the plank / is withdrawn, and replaced by another, and the table again wedged up. The piece of clay in f is then to be removed, and placed upon the mould Fig. 1, round which it is wrapped, the edges closed together, and then turned fair and smooth: it is afterwards removed, when sufficiently dry, to the kiln; and when burnt enough, the salt glaze is given in the usual manner.
Instead of the box b, a number of planks like/may be placed upon each other, and being firmly clamped together, the clay may be pressed into them by the screw, and then being unclamped, a wire may be passed between each, which thus gives the clay ready for the turning mould.
Fig. 1.

Fig. 2.
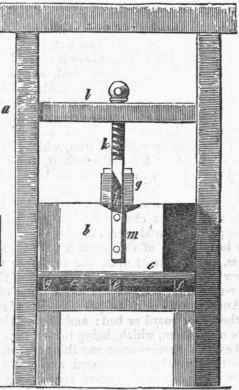
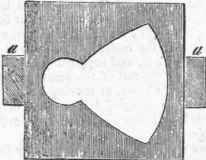
Fig.3.
Continue to:
My Books

