Filing And Setting Saws. Part 5
Description
This section is from the book "Spons' Mechanics' Own Book: A Manual For Handicraftsmen And Amateurs", by Edward Spon. Also available from Amazon: Spons' Mechanics' Own Book.
Filing And Setting Saws. Part 5
The order followed in renovating the cutting edge of a saw should be (1) gumming, (2) setting, (3) filing; but as the last named is often the only kind of attention the saw receives, it has been described first.
Having discussed the general principles on which the renovation of saw teeth is based, and detailed the manner in which the operation is conducted, a few illustrated examples may be given of the teeth of the chief kinds of saw in use (see Fig. 320).
(1) Cross-cut saws (hand) vary from 12 to 32 in. in length. Their tooth edge should be straight or a trifle bulged in the middle. The teeth should be fully set and well-jointed. a (Fig. 320) shows the best tooth for soft wood; b is better adapted for wood of medium hardness and for mitreing soft wood; c, for harder wood, has the back of the teeth filed square. For cutting timber, the teeth are made much larger, but resemble those in b, the set being increased with the wetness of the wood. The long cross-cut for 2 men is toothed as at i (Fig. 320), the cutting edge of the saw being appreciably highest in the middle and gradually tapering towards each end; the bevel shown is adapted to soft or wet wood, and must be lessened for harder or drier material. k represents an American hook tooth, which is based on the principle that the while the fleam teeth or knives cut into the wood, the hook teeth remove the "dust." These saws work easily and cut rapidly. The rake of a cross-cut saw is at the side.
It takes less inclination than the cross-cut. The cross-cut requires finer and more particular filing than the rip or web saw, and cannot be considered well filed unless a needle will travel down the angular groove which is formed by the line of alternating points of teeth seen in all well-filed saws. "When the teeth are so regularly formed that a needle will travel from end to end in the angular groove, and the points are sharp and keen, the saw will cut a kerf in the wood that will have a flat bottom. The last teeth of cross-cuts may be rounded at the points, to prevent tearing the wood when entering and leaving the cut.
(2) Back-saws are shown at d and e (Fig. 320); the former suits soft wood, while the latter is for harder wood and for mitreing. The thinness of the blade of the back-saw is compensated for by the extra back, which must be kept tightly in place.
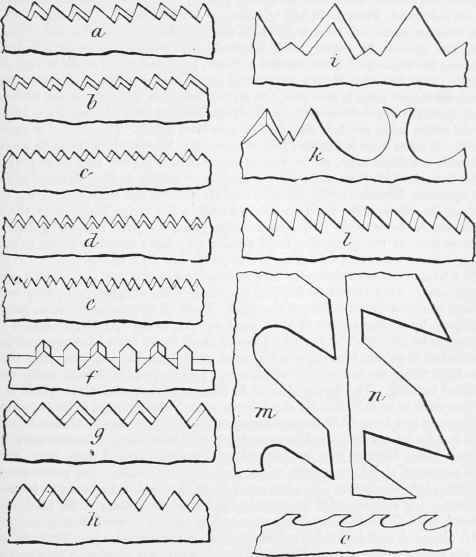
(3) The fleam tooth is illustrated at / (Fig. 320). It is only adapted for very clean soft wood, which it cuts rapidly and smoothly. It has no set, and is filed while lying quite flat.
(4) Buck-saws are represented at g and h (Fig. 320), the former being for wet or soft wood, and the latter for dry or hard.
(5) Web, scroll, and compass saws are best provided with teeth as shown at l (Fig. 320), for whilst they have to perform both ripping and cross-cutting, a tooth adapted for the latter will perform the former operation, though more slowly, but the converse rule does not hold good. Finer teeth will be necessary for hard wood. The backs of all saws of this class are made very thin, to avoid the necessity for giving a set to the teeth.
(6) The rip-saw, for cutting wood longitudinally, requires an essentially different tooth from the cross-cut. For a vertical mill-saw, the best form of tooth is that shown at to (Fig. 320), the edge of each tooth being spread out by means of the crotch-punch. An inferior-shaped tooth is seen at n, the setting being on one side of the tooth only, taking opposite sides in succession, o illustrates the best form of tooth for a hand ripsaw, the action being precisely like that of a mortice chisel. The rake of a rip-saw is in front. It takes more inclination than a cross-cut. The points of the teeth should be trued with a straight-edge, as, in general experience, a rip-saw does more work, with greater ease, straight, than when either rounding or hollow on the cutting edge; some good workmen, however, prefer rip-saws slightly hollow, not more than 1/4 in. in the length of the blade. The hand rip-saw is usually a few inches longer than the crosscut, but has far fewer teeth. Rip-saws are often given too little rake and gullet.
The first 6 or 8 in. at the point of a hand rip-saw may have cross-cut pitch, to allow of cutting through knots without having to change the saw for a cross-cut.
(7) Circular-saw teeth generally have greater space, angle, and set than the teeth of straight saws. They should be filed on the under side; widely spaced, very hooking, and with plenty of gullet to let out the chips. Teeth of circular saws can be gauged to exact shape by having a piece of sheet steel cut out to fit. Absolute likeness in all respects can be controlled by having a piece of sheet metal cut to the required outline and attached to an arm forming a radius of a circle from the shaft carrying the saw. Three light filings are preferable to one heavy. The shape of under-cut teeth is apt to be altered in filing. The flaring sides of M teeth require special files. When a tooth is broken so as to be only slightly short, it can often be brought out to line by using the crotch-swage as a lever while hammering upon it. The saw should always be allowed to run free for a few minutes before removing it from the shaft. Circular saws should always be either hung up in a free perpendicular position, or laid quite flat. Fig. 321 shows a series of circular-saw teeth of varying shape and rake. The softer the wood, the greater rake admissible.
In some cases (6, c) the back rake tends to reduce the acuteness. e is recommended for ripping hard wood in winter; c, for hard wood in summer; g, for all kinds of wood in summer; b, c, for harder woods than when no back rake is given; f, with a rounded gullet, 2 in. long for soft wood, 1 3/4 in. for hard; h, i, j, k, n, are forms of ripping teeth little used in soft wood; l is popular in Europe; m is a cross-cutting tooth, very liable to break on a knot in frosty weather. The question of few or many teeth in a circular rip-saw depends almost entirely upon the character of timber being ripped; and the feed per revolution should be made dependent upon the strength of the teeth to resist breaking, and the capacity of the gullet to hold the cuttings. In a cross-cut, the conditions are different. To straighten a circular saw, get a hard-wood block 12 in. by 12 in.; bed it on end on the ground (not floor); round the top off with 1/4 in. rise; nail up a joist at the back of the block, for the saw to rest on; let its face be an inch below the top of the block. Use a 3 or 4 lb. blacksmiths' hammer for saws over 50 in.; a lighter one for smaller and thinner blades.
For large saws, the straight edge should be about 1/16 in. thick, 20 in. long, 3 1/2 in. wide in centre, 1 in. at end; the edge of the straight side chamfered or rounded off. Balance the saw on a mandrel, and apply the straight-edge; mark the high places with chalk; have a helper to hold the saw on the block, and hammer on the humps, testing frequently. (Grimshaw.)
Continue to:
My Books

