Repousse Simplified
Description
This section is from "Every Woman's Encyclopaedia". Also available from Amazon: Every Woman's Encyclopaedia.
Repousse Simplified
The Outfit Necessary - Working Expenses - The Mode of Work - Mounting and Finishing the
Made Article
Repousse simplified has many advantages over other handicrafts; as its title implies, it is an ingeniously simplified method of producing astonishingly good work without any preliminary knowledge. Even the first piece of work attempted, if not absolutely correct, looks very pleasing, and fires the enthusiasm of the student.
A very inexpensive outfit is all that is necessary for the beginner. The prices range from 5s. with three moulds to 7s. 6d. with five moulds, or to 15s. with ten moulds. The outfit also comprises one gauge, a sheet of rippled (cathedral) glass, three tools, two or three sheets of copper, one box of drawing-pins, and a text-book, embracing all that is required to start the novice on this delightful work.
Pewter or German silver may also be used, but the sheets of metal must be specially annealed, as unannealed metal is not suitable for the work. Copper sheets 6 inches by 4 1/2 inches cost only 2d. each when thus specially prepared; 12 inches by 6 inches they are 6d. each, and other metals, according to market value and to size, are in proportion. The average cost of any of these finished pieces of work as illustrated here is about from 3d. to 6d. each, according to the metal used.
The working expenses of this hobby, therefore, are exceptionally small, and even the initial outlay is very moderate. The worker will find that she gets an infinite variety of decorative objects which will wear for ever and beautify any ordinary room. It is, of course, a truism to say that the worker who artistic will achieve better results than the one who is not. Draughtsmanship and originality in designs can be used for special moulds, which the manufacturers will gladly supply. Also crests and monograms are supplied to order, and a great variety of moulds is kept in stock. All the moulds are made of English sycamore and are manufactured in England. The outfit can be obtained in London at all the leading shops.
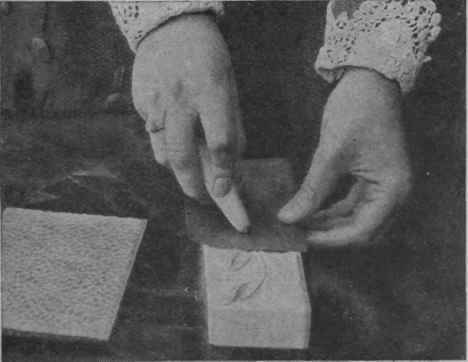
How to begin a piece of work. The metal is fastened over the mould, and by means of gentle, even pressure forced gradually into its shape by the tool. A sheet of ripple glass is at hand by which a hammered background effect can be produced

The wooden gauge, by means of which, when the sheet of metal is held close up to its straight edge, the necessity for much pressure to keep the work in place is obviated
The mode of work is really extremely simple. The metal is rubbed with the wooden tools with a slight circular pressure, which gradually forces it into the moulds or dies. It is advisable to study the die well before beginning work, as it will be found advantageous to notice and remember the design and depth of modelling, so as to enable the worker to know when the design is completed without constantly turning the work over to examine it. It is easiest for the student to begin with a mould which is complete - that is, which produces the finished article, as distinct from the article modelled with the aid of two or more moulds. In every set is the mould for one complete article, which is fairly easy to make, and thus it will be best to explain exactly the method of finishing this article.
When a complete mould is used, the metal should be fixed with drawing-pins to it whilst working; while when two or more moulds are required in succession, the gauge will be found of great advantage, as when the sheet of metal is held close up to the straight edge very little pressure will be necessary to keep it in its place.
Lay the mould face upwards on the table, place a sheet of metal over, fastening the corners down with drawing-pins. Take the largest tool. No. 1; using the broader end first, go carefully over the face of the copper, using very little pressure, in fact, only just sufficient to show by pressing into the sunk portions of the mould where they are situated. When these can clearly be seen, reverse the tool, and, using the smaller end, rub the metal on the parts where previous rubbing has indicated that a hollow exists in the mould, working the tool with a slightly circular motion, gradually forcing the copper to the shape of the mould underneath, using the smaller tools, No. 2 and No. 3, when necessary, to work in the finer parts.

A charming matchbox in repousse work
It is important that great care should be taken when exerting pressure, whilst rubbing in the pattern, that the tool does not slip across the face of the copper, as this will probably leave a mark which is difficult to remove, having to be pressed back from the front side of the work. If such a slip occurs, the best procedure is to finish the whole of the modelling first, then lay the metal face upwards on the smooth side of the piece of glass, carefully pressing the bruise back again. Generally a few light taps with the broad ends of the tools are sufficient, but it is difficult to restore the surface after it has been bruised.
Where it is desired to produce a hammered background effect, the rippled cathedral glass should be used. It is laid with its smooth side to the table, while the metal is laid on the top of the rippled side, held firmly down, and tool No. 1 is used with its broad side to rub over the surface until it is covered. It must be remembered that this must be done before the pattern is moulded from the dies. It is possible also to lighten heavy textures, or plain textures can be left in parts as contrast. This must, however, be left entirely to the taste of the worker, and it will be found that much ingenuity can be used in varying background effects when the artist has gained experience.
When the modelling of the article is finished to the satisfaction of the worker, the next step is to cut the metal preparatory to mounting it on wood or cardboard. A piece of cardboard should be cut to the size, then the edges of the copper should be cut at the four corners and metal sufficient for overlapping should be left to mount neatly. Before the mounting is begun, the worker must decide in what colour the metal shall be finished. All the grease clinging to the metal must be carefully removed and a solution of sodium sulphide must be poured over the metal, which is laid in a dish large enough to hold it. This is only done when the colour desired is copper bronze. Immediately the solution is poured over the copper it will be seen to change colour quickly. When the metal has taken the colour required, it is at once taken out of the liquid, rinsed well in cold water, and then put before the fire to dry, but it must not be wiped or touched with the hands on its surface. When dry, the' metal may be left dull bronze, or lacquered, as individual taste prefers.

An artistically wrought panel that, in copper or brass, would serve admirably for the finger-plate of a door
Copper bronze is the most popular finish of all, but several other finishes approaching the tones of antique copper may be obtained. The green patina so often seen on copper can be produced by covering the article with grated horseradish, kept moist with vinegar and allowed to stand for three or four days. This is, of course, a dull finish. A very easy method of obtaining a yellow, purple, or steel blue colour is to immerse the copper in a boiling hot solution of hyposulphite of soda and acetate of lead.
This solution consists of 4 ounces of hyposulphite of soda (hypo) and 4 ounces of sugar of lead (acetate of lead), dissolved in one gallon of water. It is used boiling hot, and the work is immersed in it. The colour is at first yellow, then purple, finally blue. Whatever tone is desired, rinse as soon as it is obtained in cold water and dry by heat.
Lacquering is best left to be done when the work is quite finished. Copper tarnishes easily if left exposed to the air; thus a coat of lacquer must be given if bright tones of colour are desired. Lacquer can be obtained from any chemist or oil stores, but before applying it it is essential that the article to be lacquered has been freed entirely from grease by washing in turpentine and drying with a soft cloth or leather.
When the article is thus far finished, it will be necessary to fill in the hollows in the back with plaster of Paris or cement. Thus strengthened, the article will wear as well almost as solid metal, because the backing dries after a very short while as hard as stone.
When the back is thus smoothly finished, the article must be backed with leatherette, which may be bought for 2d. or 3d. a sheet at any stationer's.
A swallow design that is effective when applied to small articles, such as stamp-boxes or pin-trays
Continue to:
My Books

