Joint Making - Continued. Part 2
Description
This section is from the book "Plumbing Practice", by J. Wright Clarke. Also available from Amazon: Modern plumbing practice.
Joint Making - Continued. Part 2
Now, the block should always fit moderately close round the pipe so as to well support it, and the sharp arris round the hole on the wood, or stone, should be taken off, both on top and under sides; and instead of flanging the lead over, the plumber should cut a collar out of a piece of sheet-lead, and soil and shave and tin it before fixing. This collar should then be placed round the pipe on the block and the pipe tafted over it. The collar should be at least 1/2-inch larger than the outside of the pipe, so that it shall not cut into it when the " tan-pin " is driven in, as described above when speaking of the block; and the pipe should be tafted as shown in section at D D, Figure 69, which shows a raised bead instead of being made flat, and which prevents the lead being driven into a hard mass with a sharp corner underneath. Great numbers of taft joints are found to be broken under the part shown by the right hand C, Figure 68. This does not take place when the end is prepared as shown at Figure 69. On looking at this Figure it will be seen that the bead occupies a certain amount of space which would have to be filled with solder if the joint was prepared as shown in Figure 68, so that really there is an economy of solder when it is prepared in this manner; at the same time a fair amount should be left on, so as to get a good strong flange to support the upper portion of the pipe. Some plumbers, when they begin to work the taft over, have too long a length of pipe projecting. They work it partly over and then cut off a portion with hammer and perhaps a blunt chipping-knife, and so buckle and distort the end of the pipe that they cannot make a neat taft. The end of the pipe, if too long, should always be cut off with a saw, allowing 3/4-inch for tafting, as that is quite sufficient for the purpose, and there is less liability of splitting or tearing the pipe.
This applies to this kind of joint in various other positions.
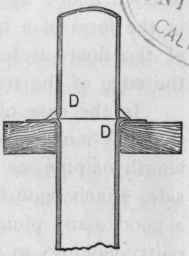
Figure 69.
Say, for example, a trap has to be tafted over for soldering to the lead safe under a water-closet. If it is done as at A, Figure 70, when the heated solder is poured on, the lead expands and the edge curls upwards, and after the joint is made, the edge of the pipe or trap is sometimes found projecting above the soldering, and will often be found to open as the solder cools and shrinks. If the trap is tafted as shown at B, this could not occur. If these joints are properly prepared it is not necessary to use much solder, as little or no strength is required; a flat surface is left for the water-closet to seat upon, and thus requires less cement for bedding it.
The lead safe need not be dressed into the dishing on the wooden floor; by simply turning over the edge of the lead trap in the form of a bead - so that it does not stand above the level of the floor - it forces down the lead safe just sufficient to bury the edge of the trap and insures its being covered with solder.
In the case of soil pipes the flange should be shaved not less than 1 1/2 inch wide, so as to get a good support for the upper length of pipe, as before stated; but when soldering a trap to a safe, 3/4-inch wide is quite sufficient for all that is required. Now, a good many plumbers think a joint of this width too small and paltry-looking, so they endeavour to make it look bold by shaving it about 1 1/2 inch wide. If the dishing in the wooden floor is this width, there is a great waste of solder to fill it up; and if it is made smaller than that, but the lead shaved the same width, it must necessarily be weaker, as the edge of the shaving has no solder left upon it to replace the lead taken off with the shave-hook. When preparing these joints, a piece of board or a wood block is fitted into the trap, and a centre found so as to scribe the circles for shaving. Very often a pair of pointed compasses is used for this, with the result that where lead of a light substance is used for the safe it is, perhaps, cut half-way through. It is much better to have a pair of compasses with one end turned like a hook, with sharp edges. As it is not always convenient to carry a lot of tools, these can be made by bending a piece ok sheet-copper so as to fit on one leg of the ordinary compasses, and then bending a piece of a steel watch-spring like a loop and soldering it to the copper thimble, as Figure 71. The edges can be sharpened on a stone, and they answer the purpose as well as those of a better description; they can be carried in the waistcoat pocket, and if lost or broken can be easily replaced. They can be made in the same way, but with a short, straight piece of the spring instead of the loop, and sharpened like a lancet-point, for cutting out paper patterns or thin leather washers for valve flanges - Figure 72: The steel can be soldered to the copper thimble with ordinary fine solder and copper bit, using, as a flux, hydrochloric acid saturated with zinc, commonly called " killed spirits."

Figure 70.
At a sanitary exhibition, held in London some time ago, were exhibited some joints made without solder on lead soil pipes. They were made by welting the ends of the pipes together, as shown in section, Figure 73. The advantage claimed for them was that as soldered joints are sometimes eaten away by the gases emanating from sewage, when there is no solder the joints cannot be affected in that manner. These joints will never come into general use, as to be effectual they must be made perfectly airtight, in addition to being water-tight, and to get them so a mandrel must be fixed inside for the welt to be worked in quite closely, which cannot always be done when the work is in its position. To make them on heavy pipe would be rather difficult, and the lead would get very much reduced in substance when preparing the ends, and the joint would be, consequently, the weakest part of the pipe. Ordinary wiped joints could be made over them, and so strengthen them in that way. If joints are properly prepared, there is little or no portion of the solder exposed to the influence of sewage gases, so it will be seen that it is quite unnecessary to go to the trouble of preparing them in the manner described.
Continue to:
My Books

