Joint Making - Continued. Part 3
Description
This section is from the book "Plumbing Practice", by J. Wright Clarke. Also available from Amazon: Modern plumbing practice.
Joint Making - Continued. Part 3
When preparing pipes for making branch-wiped joints, most plumbers have a way of their own in opening the pipe into which the other has to be joined. Say the joint is going to be made on a service pipe of any diameter, - some plumbers will bore a hole in the side with a gimlet or small auger; others will cut a slit in it with a sharp chipping-knife; others, again, cut an oval piece right out with the same tool. Sometimes a plumber takes the round side of the rasp and so reduces the thickness of the pipe as to make the lead so thin as to be able to easily open it afterwards. A V-piece can be sawn out, and on large-sized, heavy main pipes, a hole burnt through with a red-hot plumber's iron, so as not to distort or bruise the pipe out of shape. Some of these ways are very good and others bad. The great object is to get as much lead as possible to stand up for the end of the branch pipe to enter in such a manner that solder will not run through when the joint is being made, and so that there shall not be an obstruction to the free flow of water. In heavy pipes it is a good plan to reduce the substance of the lead a little, and then cut a short slit so that the sides can be pressed open with a chisel to allow the end of the bolt to enter. This bolt should be reduced at the end and bent so as to be able to work the lead upwards, which cannot very well be done with a straight bolt. The result of using a straight one is that the lead is so thickened up as to project inside the pipe, as shown at A A, Figure 74. If a bent bolt is used the hooked point can be placed under that part, as shown in section, Figure 75, and by hitting it at B with a hammer the evil spoken of can be avoided.
Figure 71.
Figure 72.
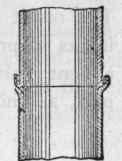
Figure 73.
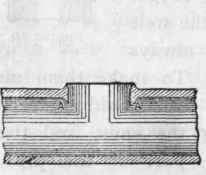
Figure 74.
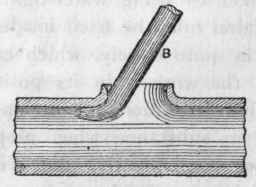
Figure 75.
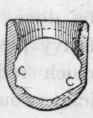
Figure 76.
This bent bolt wants using carefully, or another evil sometimes takes place. Figure 76 shows a cross-section of a pipe opened ready for the joint, and C C a representation of what is actually the case with half the branch joints that are made - that is, the inside of the pipe is bruised and reduced in substance by using the thin end of the bent bolt to open the sides. This mischief is aggravated where these bruises are made below the centre of the bore of the pipe where no solder is put on the outside to strengthen the weakened portion. With a little care the sides can be opened without the bolt, and so avoid this. The water having to turn a sharp corner when the branch is made at right angles, the opening should always be made a good size, and the end of the branch pipe opened with a "tan-pin," and then the sides flattened to the diameter of the pipe, so as to present as little resistance as possible to the free flow. A glance at the section, Figure 77, will show what is meant. Figure 78 shows a much greater improvement, and it is no more trouble to prepare than the last one described. The hole in the main pipe having been opened much longer than is equal to the bore of the branch pipe, the branch pipe is bent as shown, sawn off at the proper angle, and fitted. As a rule, all pipes should socket in the direction of the current, but this is very rarely carried out with branch pipes for water services, and is of less importance if the point of connection is enlarged as described. It has been mentioned that if joints on pipes were properly prepared a portion of solder would enter the socket and flow round the spigot end; but a branch joint is not so easy to prepare so as to ensure its fitting so tight that solder cannot run through when the joint is being made, so that, as a rule, the outer edge has to be closed round the branch pipe. This is sometimes done with a hammer, which necessitates the marks made being shaved over again. It is a good plan to take a brad awl or a point of the compasses to close the edge as tightly as possible by pressing it in.
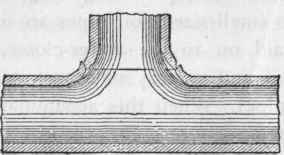
Figure 77.
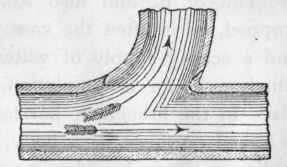
Figure 78.
For branch joints on soil and other large-sized pipes, of moderate substance, a narrow strip is generally cut out of the main pipe about one inch less in length than the bore of the intended branch pipe, which should always be bent at the point of junction, as shown in Figure 78. The arrows should be reversed to denote the direction of the current in a waste or soil pipe. After the piece of lead is cut out and the sides forced open a little, a small handful of wood-shavings set fire to, and placed in the opening, softens the pipe so that the hole can be enlarged in a very few minutes with a small hand-dummy.
The reason for bending the end of the branch pipe is to prevent anything, passing down from a higher level, lodging in the end of it, and also to prevent the pipe being frequently stopped, as is often the case where small-sized soil pipes are used and a scanty supply of water is laid on to the water-closet, in which case an accumulation of soil and paper sometimes takes place in the branch or horizontal pipe. When this accumulation is forced onwards in a body, it projects across the vertical pipe and presses on the opposite side, as shown in section at Figure 79. Sometimes a brass cap and screw is soldered in, as shown, for easy access for removing this kind of obstruction; but this is generally an aggravation of the evil, as a ledge is formed for the end of the plug of paper, etc, to rest upon.
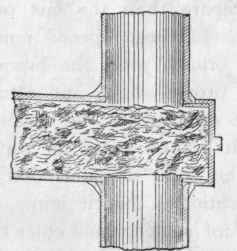
Figure 79.
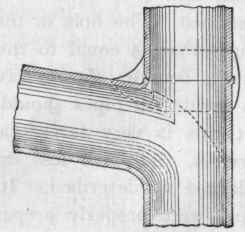
Figure 80.
Branch soil pipes can be bent, as shown in Figure 80, and the vertical pipe from upper floors soldered into the top of the bend, so as to insure no stoppage taking place in the manner described. This is an excellent plan, but it entails a great waste of pipe, as the joints come at unequal intervals, and the work, when fixed, does not look so smart. As more joints are required, it means more labour and solder than when fixed in the ordinary way. At the exhibition, to which reference has already been made, were shown some " welted" branch joints. At the junction the vertical pipe was opened, as shown in section at Figure 81, with the double purpose of preventing a plug of paper, etc, resting against the opposite side, and also to prevent the discharges from a water-closet filling the pipe and so displacing the air that syphonage of water out of the traps will take place. Having never seen this principle in actual practice, no opinion can be expressed as to its efficiency for that purpose. Some people might demur and say that the enlarged part would get foul, as the water, etc, would splash about instead of passing over the inside surface with a scouring force sufficient to keep it from getting furred.
The same precautions must be taken, when preparing branch joints for soldering, as already explained for straight joints. Some plumbers are in the habit of shaving their joints considerably more on the straight, or running, pipe than is required, as shown in elevation and section, Figures 82 and 83. Now, it does not matter what size the pipe is, it is never necessary for the solder to come below the centre of the pipe, and it is only a waste of metal to make them in that way. Neither does it add to their appearance; on the contrary, they always look dumpy. These joints are also more difficult to make, and require a thinnish cloth to make them with. If a board is placed close beneath the pipe, to catch the spare solder, in such a way as to keep the pipe as hot as possible, the little finger of the wiping hand frequently gets burnt. A great many men also shave the end of the branch pipe too long, with the result that when they make the joint no solder is left on the top edge. When wiping the hollow part shown at A, Figure 82, it is very difficult to leave the solder right up to the edge of the shaving.
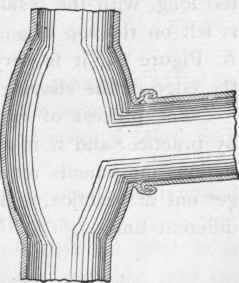
Figure 8i.
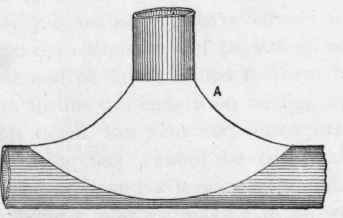
Figure 82.
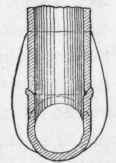
Figure 83.
The process of wiping a soldered joint can only be learned by practice, and it is almost impossible to describe in writing the various movements required. Even when learned, it is easy to get out of practice, and a good tradesman varies a great deal at different times.
Continue to:
My Books

