Joint Making. Continued
Description
This section is from the book "Plumbing Practice", by J. Wright Clarke. Also available from Amazon: Modern plumbing practice.
Joint Making. Continued
It has already been mentioned that pipes as a rule are greasy, and they should be chalked before soiling, to kill the grease. If this is not done and the soil is made too strong - that is, too much size used - it will generally peel off, but if it is made too thin it will rub off and get on the cloth, and so get worked on to the joint, making it look black and dirty. It is also difficult to make the joint, as the soil rubs off and the solder tins to the pipe beyond the required space, making it look unsightly in shape and necessitating its being trimmed up afterwards. This trimming-up is a source of weakness, as it is generally done with a pocket-knife, and in cutting off the ragged ends the lead pipe is sometimes nicked so that, should it require to be bent afterwards near the joint, this nick opens and the pipe breaks right through. When necessary to trim the joint, which rarely occurs with a good joint-wiper, the knife should be forced between the pipe and the superfluous solder, and so cut it off in that way. When joints have to be prepared on the bench, and then taken and placed in their position for making, the ends of the pipes should be tinned by pouring melted solder on the prepared ends, as if the joint was going to be made, and then wiping it all off again. This should always be done for large pipes, but for small services it is sufficient to " touch " them - that is, cover the shaved parts with tallow, and then wrap a piece of paper round to keep them clean and prevent any dust adhering to the grease. When the ends of the pipe are tinned before fixing they should be soiled inside and the socket end shaved when in its position, so as to insure its being quite smooth for the entering end to fit into.
When the pipe is to be fixed horizontally, a piece of board should be placed to catch the solder that falls during the operation of making the joint, or, better still, a piece of lead well soiled, so that it can be folded and break up the solder before it is quite set> and also act as a shoot for pitching it into the pot for remelting. But when the joint is going to be made upright, it is a common and slovenly way to twist wood shavings or paper into a band and tie it on to the pipe just below the joint to catch the spare solder as it falls. This practice cannot be too strongly condemned, as, after the joint is made, when using a red-hot iron to melt off the rough ring of solder that is formed, the shavings or paper are set on fire; the solder being too hot to take hold of, and the shavings all ablaze, they are allowed to fall, at the serious risk of the house or building being burnt down. In addition there is always a great waste of solder through this inefficient way of securing what falls when making the joint. This could be avoided by cutting out a piece of six or seven-pound lead as a collar, Figure 57, with two ears, so that when placed round the pipe it will fit as a saucer or tray, and if bent round tightly, and the ears bent one inwards and the other outwards, they will lock into each other and so make the whole thing self-supporting. Where the collar is lapped there is a small space left at the bottom where the solder can run through; but a sprinkling of dust will generally stop this up. After the joint is made this lead collar, which should have been well soiled, can be removed, and then two places melted in the ring of solder, on opposite sides of the pipe, when the remainder can be taken away in two halves.
For upright work the pipe should be soiled a good distance down from the bottom end of the joint so that the solder shall not tin to the pipe; and the collar should be fixed about 3 or 4 inches down, Figure 58, so that when wiping the solder shall not burn the little finger of the hand. The collar should not be fixed too low, as the caught solder helps to keep the pipe hot whilst the joint is being made.
Figure 59 represents a joint made by a good plumber who is very fond of thin cloths. He says he " likes to feel his joint." Although it may be perfectly symmetrical, it is not a good joint, as it is weaker at the ends than elsewhere. The pipe is reduced in substance when shaving, and in the joint spoken of this weakness should have been covered with solder, so as to strengthen it. If the joint had been shaved shorter, so that the metal covered the shaving, it would have been much stronger; but the joint would have looked short and out of proportion to the size of the pipe, as in Figure 60.
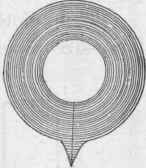
Figure 57.
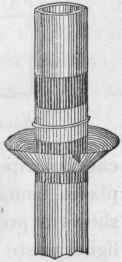
Figure 58.
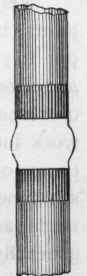
Figure 50.
Thin cloths are a mistake for making joints, especially on large-size pipes. If the cloths are of a good thickness the joints can be wiped much truer, and there is not such a liability of bare places being left on the ends of them. The illustration, Figure 61, shows a properly-shaped wiped joint, suitable for a ventilation or light waste pipe where the pipe used is light in substance; but this joint would not be strong enough for a pipe of heavy substance for conveying water under pressure, and the joint should be stronger in proportion, as shown by Figure 62.
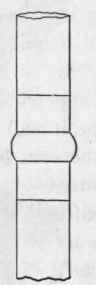
Figure 60.
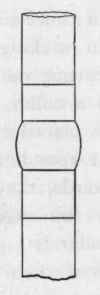
Figure 61.
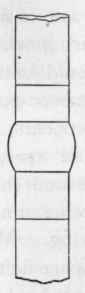
Figure 62.
Very few men make any difference in the strength of their joints, but make all alike, irrespective of the use the pipe is to be put to; but a very little thought will prove that there should be a difference, although if an error is made it should be on the side of strength. This applies more especially to pipes that have brass-work for attaching to cisterns or fittings of any kind soldered to them, or stop-cocks, as in some cases they have to withstand a strain when being screwed up or turned. Brass-work is generally made as small as possible, to save the metal, and the ends are generally made so short that there is not much to solder to. The result is the parts that meet are not in the centre of the joint. A glance at Figures 63 and 64 will explain what is meant. The joint should be made much heavier and a greater body of solder left on, to get a sufficient proportion over the part that requires it.
There is a great variety of opinions amongst plumbers as to the length joints should be made. Some are in favor of very short joints, whilst others prefer very long ones, even so far as to make them 4 inches long on a 1/2-inch or 3/4-inch pipe. This is absurd, and they have been compared to "dirty tinned ends," and not joints at all, especially when there is scarcely any solder left on. Joints made in this manner frequently break in half when screwing up the union. A reference to the illustration, Figure 64 will show the absurdity of making joints in that way. The accompanying table is a very fair average length for all wiped joints: -
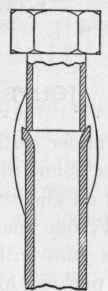
Figure 63.
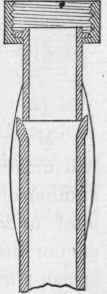
Figure 64.
6-inch pipe, 4-inch joints. | |||||
5 | " | " | 3 3/4 | " | " |
4 | " | " | 3 1/2 | " | " |
3 | " | " | 3 1/2 | " | " |
2 | " | " | 3 1/4 | " | " |
1 1/2-inch pipe, 3-inch joints. | |||||
1 1/4 | " | " | 3 | " | " |
1 | " | " | 3 | " | " |
3/4 | " | " | 2| | " | " |
1/2 | " | " | 2 1/2 | " | " |
It is the one several good men work to, and the joints look fairly proportionate to the sizes of the pipes.
Continue to:
My Books

