Grinding Methods
Description
This section is from the book "Machine Shop Work", by Frederick W. Turner, Oscar E. Perrigo, Howard P. Fairfield. Also available from Amazon: Machine shop work.
Grinding Methods
Skilled Operators
The larger manufacturers of grinding machines have representatives trained to the highest skill in operating their line of machines. A purchaser of their machines can have one of these highly skilled operators demonstrate the maximum efficiency possibilities of the particular machine.
Grinding Crank Shafts
As a sample of high speed grinding production the finishing of automobile crank shafts may be taken. Fig. 328 shows the methods employed.
Flat Face Grinding
While the work illustrated in Fig. 325 is done by axially traversing a wheel having a face width of about two inches, an increasing amount of work is being done, using the wheel as a broad cutting tool and feeding the wheel directly into the work until the desired diameter is obtained. By this method there is no axial traversing of the wheel while in its cut. Cup wheels having a width of face as great as nine inches have been used on such machines as shown in Fig. 329. By means of suitable face forming attachments, the face of the wheel can be surfaced to a variety of contours. It will therefore be seen that the new method of grinding can be employed not only for straight cylindrical surfaces, but for work having an irregular contour. Fig. 330 shows
* From Landis Tool Company, Waynesboro, Pennsylvania.
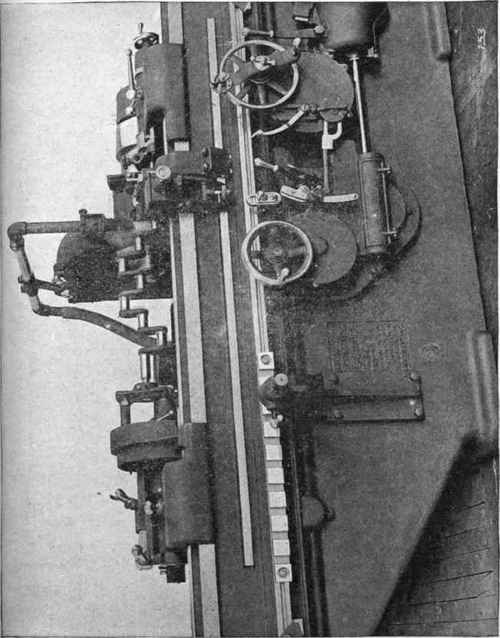
Fig. 328. Norton Grinding Machine Grinding Crank Shaft Courtesy of Norton Grinding Company, Worcester, Massachusetts.
Table XIII. Norton Grade List
The following grade list is used to designate the degree of hardness of vitrified and silicate wheels, both alundum and crystolon:
E.........................Soft
F G H
I..............Medium Soft
J K L
MEDIUM.......M..........MEDIUM
N 0 P
Medium Hard........Q
R S T
Hard....................U
V W X
Extremely Hard..............Y
Z the correct form of work-supporting rests. Figs. 331, 332, and 333, show how the wheel approaches the work for straight and for contour work.
The intermediate letters between those designated as soft, medium soft, etc., indicate so many degrees harder or softer; e.g., L is one grade or degree softer than medium; 0, two degrees harder than medium, but not quite medium hard.
Elastic wheels are graded as follows: 1, 1 1/2, 2, 2 1/2, 3, 4, 5, and 6. Grade 1 is the softest and grade 6, the hardest.
Continue to:
My Books

