Chapter XIX. Works In Sheet Metal, Made By Raising. Section I. - Circular Works Spun In The Lathe
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
Chapter XIX. Works In Sheet Metal, Made By Raising. Section I. - Circular Works Spun In The Lathe
The former examples have only called into action so small an amount of the malleable or gliding property of the metals, that all the forms referred to could be produced in pasteboard, a material nearly incapable of extension or compression. The raised works now to be considered, call for much of this gliding or malleable action, which may be compared with the plastic nature of clay as an opposite extreme. Thus a lump of clay is thrown on the potter's horizontal lathe, a touch of the fingers shapes it into a solid round lump, the potter thrusts his clenched hand into the center, and it rises in form something like a bason; by applying the other hand outside to prevent the material from spreading, it will rise as an irregular hollow cylinder, and a gentle pressure from without, and a sustaining pressure from within, will gather up or contract the clay into the narrow mouth suited to a bottle, and which is made somewhat in this manner almost by the fingers alone.
A similar and parallel application, due to the malleability of the metals, and one which also requires the turning-lathe, is very extensively practised; namely, the art of "spinning or burnishing to form" thin circular works in several of the ductile metals and alloys, as for teapots, plated candlesticks, the covers of cups and vessels, the bell mouths of musical instruments, and numerous other objects required in great numbers, and of thin metals. Plated candlesticks arc thus formed of several parts soldered together, or retained in position by the fittings of their edges, the whole being strengthened by a central wire, and by filling the entire cavity with a resinous cement. The figures
257 and 258, are intended to show the mode of spinning the body of a Britannia metal teapot from one unperforated disk of metal.
The wooden mould or chuck a, fig. 257, is turned to the form of the lower part of the teapot, and a disk of metal b, is pinched tight between the flat surfaces of a and c, by the fixed center screw d of the lathe, so that a, b, and c, revolve with the mandrel: and now by means of a burnisher e, which is rested against a pin in the lathe rest, as a fulcrum, and applied near the center of the metal; and a wooden stick f, held on the opposite side to support the edge, the metal is rapidly bent or swaged through the successive forms 1, 2, 3, to 4, so as to fit close against the curved face of the block and to extend up its cylindrical edge.
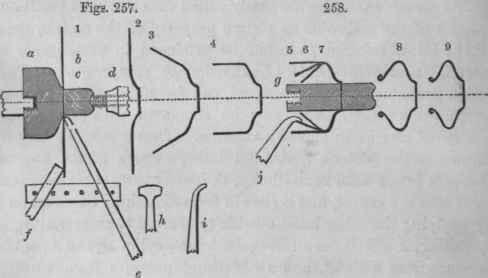
The mould a, is next replaced by g, fig. 258, a plain cylindrical block of the diameter of the intended aperture; one of various forms of burnishers (h, i, some bent, others T form, and so on, the surfaces of which are slightly greased,) are used together with the hooked stick or rubber,f, first to force the metal inwards as shown at 5, 6, 7, and also to curl up the hollow bead which stiffens the mouth of the finished vessel, 9. Sometimes the moulds are made of the entire form of the inside of the work, but of several pieces each smaller than the mouth; so that when the central block is first removed, the others may be successively taken out of the finished vessel, like the parts of a hat-block or of a boot-tree.
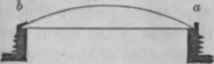
It is of importance during the whole process, to keep the edge exactly concentric and free from the slightest notches, for which purpose it is occasionally touehed with the turning tool during the process of spinning. The operation is vert and expedi-tious, and resembles the manipulation of the potter who forms a bottle or vase with a close mouth in a manner completely analogous, although the yielding nature of his material requires the fingers alone, and neither the mould, stick, nor burnisher. The lenses of optical instruments are often fixed in their cells by similar means; a, fig. 259, shows in excess the form of the metal when turned, and b, the thin edge when curled over the glass by means of a burnisher applied whilst the ring revolves in the lathe.
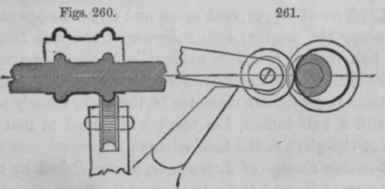
Much of the cheap Birmingham jewellery, is also spun in the lathe, but in a different manner; for instance to make such an object as the ring represented black in fig. 260; a steel mandrel is turned upon a lathe to the same form as the ring, but less in diameter. The metal is prepared as a thin tube, it is soldered and cut into short pieces, each to serve for one ring, and these are spun into shape almost in an instant, between the arbor and the milling tool or roller, as seen in the front view fig. 261; it is clear that unless the arbor were smaller than the work, the latter from being undercut could not be released: sometimes only one broad milling tool is employed, at other times two or more narrow ones. This process is most distinctly a modification of two rollers, which travel by surface-contact instead of by toothed wheels, end differs but little from the embossing or matting rollers employed by jewellers and others for long strips instead of rings; extending the same application to the milling-tool upon a solid body such as milled nut, the interior metal supplies the resistance given by the arbor, in the last figure.
Fig. 259.
In raising the metals by the hammer, we have to produce similar effects to those in the spinning process, not however by the gradual and continued pressure of a burnisher, on one circle at a time, but by circles of blows, applied much in the same order, and as far as possible with the same regularity of effect.
The art consists, therefore, of two principal points: first, so to proportion the original size and thickness of the metal disk that it shall exactly suffice for the production of the required object; neither with excess of metal, which would have to be cut off with shears and thrown aside, wasting a part both of the metal and labour, nor with deficiency of metal, which would be nearly a total loss: secondly, that the work shall be produced with the smallest possible number of blows, which sometimes tend to thin, and at other times to thicken, the metal; whereas the finished works should present an uniform thickness throughout, and which is, in many cases, just that of the original metal when in the sheet.
Continue to:
My Books

