Chucks Without Loose Parts. Part 3
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
Chucks Without Loose Parts. Part 3
The elasticity of the material, which affords so valuable a hold upon the work, slightly interferes however with the trustworthiness of the screw attaching the wood chuck to the mandrel ; the compressibility of the wood causing the position of the chuck to slightly vary, according to the degree of force used to screw it up to the face of the mandrel. This is quite unimportant for the larger number of works, a true concentric fitting being always turned, when the chuck is screwed up to its place. Inconvenience only arises when the chuck has to be frequently removed and replaced, as for continual examination of work in progress, or, as in turning a series- of exactly duplicate pieces in separate wood chucks, in order that each piece may successively come under the operation of fixed tools in the slide rest, themselves also frequently changed; entailing continual removal and replacement of the chucks. In such cases, the want of truth caused by the wood chucks screwing a little more or less round or home upon the mandrel, becomes a serious evil, and it is naturally more felt, when the chucks have been some time in use and their screws have become worn.
For accurate purposes, the ordinary metal plain chuck is filled with a wood plug, to be turned away to fit the work; thus combining the elasticity of the wood for the hold, with the more constant position of the metal screw upon the mandrel. The waste ends of wood left from work that has been driven into the plain metal chucks, are usually allowed to remain to serve this purpose, care being taken to observe whether they have at all shrunk or loosened in the chuck before using them; but for important work, the wooden plug or stopper is made of greater length, and is very carefully turned to exactly agree with the taper of the chuck, fig. 263, before it is driven in. Light metal works, are frequently turned in plain wood chucks and in those stopped with wood; but when much material has to be turned away, the heat evolved causes the wood to shrink and sometimes to release the work from the chuck prior to completion. The plain metal chuck is more efficient for metal turning when filled with lead, to be turned to fit the work the same as the wood; the lead holds the work with great tenacity, its softness affording the utmost surface contact, while from being almost inelastic it is nearly insensible to the jars and shocks from the tool, felt and returned by the wood and metal chucks. The chuck is made hot before pouring in the melted lead, and the screw for the mandrel is covered, either by a piece of sheet metal or by a conical plug; the latter, casting the lead hollow and so far prepared for use. Sometimes the lead sufficiently contracts in cooling to become loose in the chuck, in which case it is spread by the blows of a hammer, before the chuck is placed on the mandrel. When the aperture is slightly too large for the work, the lead may be spread internally in like manner, after which the work is fitted with the turning tool. Fresh lead may also be cast upon the old portion, to fill up the aperture; the surfaces should then be turned clean and also be a little undercut or jagged, and the new metal poured rather hotter than usual, when it melts the old and adheres to it.
Although the foregoing plain chucks are also called driving chucks, it should be remarked, that the work is never fixed therein by hard driving with the hammer, which is alike injurious to the lathe and its products. The work is retained principally by the correctness of its contact with the taper sides of the aperture, the hammer being only used to adjust the position of the work, and then to place it in intimate contact with the chuck; in both of which, the precision of the direction and not the force of the blows is the essential. The slightly conical or taper holding surfaces of the plain chucks may be compared with the wedge, their grasp upon the work being precisely the same as the splitting power of the wedge, viz., the greater, as it is of a longer or more gradual taper. The most retentive hold is obtained, when the sides, either internal or external, are turned to the angle shown by the lines, fig. 264, which differ about half an inch in each foot, forming an acute and powerful wedge of about 2°. But the purpose of this wedge being that of fixing, and not splitting either the chuck or the work, sufficiently explains the necessity for moderate force in the blows given with the hammer, as also the preference for still less force by any other means, whenever the hammer can be dispensed with.
Fig. 264.
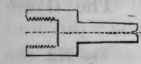
Fig. 265.
Fig. 266.
Fig. 267.
Fig. 268.
The Arbors and arbor chucks, figs. 265 to 268, are used to chuck metal washers, rings, tubes and other objects of all materials, having central holes. The surface of the arbor is an extension in length of the outside fittings turned upon the driving chuck, the taper being the same as fig. 264. The arbor chuck fig. 265, screws upon the mandrel; fig. 266, has a hollow center at each end for use with the center chucks; the arbor fig. 267, is for less exact purposes, one end being square to adapt it to the square hole chuck; and fig. 268, is one of a series of small interchangeable arbors, screwing into a small double screw receptacle chuck similar to fig. 258.
The arbors for metal works are generally made of iron, sometimes of steel, and occasionally for other materials, of brass or wood, with or without steel centers. The work to be fixed is laid across the chops of the vice, when opened to a little more than the diameter of the arbor, which is then slightly driven into the piece after the manner of a nail; a piece of brass or wood being first placed on the arbor to receive the blow, and prevent its center being bruised. More delicate works are placed on the arbor when on the mandrel, and are fixed by pressure upon their sides given with a tool handle, and many works in ivory and wood are pressed on by the fingers alone. For tubes or long collars, the arbor requires to be nearly cylindrical, except at one end; the wooden arbor fig. 196, is quite cylindrical except at the chuck end, where it tapers to engage in the end of the tube carried upon it.
Continue to:
My Books

