Circular Works Spun In The Lathe. Part 3
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
Circular Works Spun In The Lathe. Part 3
The hollow blows given around the edge, as in fig. 263, would have the effect of curling up or raising the edge, first as a saucer
270 and then into a cylindrical form 271; provided that by the skilful management of the hammering, the metal could be made to slide upon itself without puckering, so as to contract the original boundary circle of the disk or twelve inches, into six inches, or the measure of the edge of the cylinder resulting from the drawing in of the three-inch margin.
In this process the metal would become proportionally thickened at the upper edge, because each little piece of the great circle, fig. 272, when compressed into a circle of half the diameter, would only occupy half its original length, as it could not be altogether lost; and the metal would therefore increase in thickness in a proportional degree. The remainder of the circle serves for the time as effectually to compress the metal in the direction of the tangent, as if the radii were the sides of an unyielding angular groove dotted in fig. 272: this contraction produces in fact the same effect, as the jumping or upsetting by endlong blows in smith's-work. Theoretically, the thickness of the upper edge of the cylinder would be doubled, and the lower edge would retain its original thickness, as in 271; whereas in extending the margin of the disk by solid blows as in fig. 267 the thinned edge would be found to taper away, also in a straight line, from the full thickness even to a feather edge if sufficiently continued, but neither of these cases would be admis-sible. as the general object is to retain a uniform substance.
In equalising the thickness of the cylindrical tube, fig. 271, the solid blows would thin the metal, but at the same time throw it into a larger circle; it would then require to be again driven inwards, which would again slightly thicken it. So that in reducing the metal to uniformity, two distinct and opposite actions are going on; and upon the due alternation, combination, or proportioning of which, will entirely depend the ultimate form: that is, whether the metal be allowed to continue as a cylinder; to expand or to contract, either as a cone or as a simple curve; or to serpentine in any arbitrary manner, according as the one or other action is allowed to predominate with the gradual development. The treatment of such works with the hammer, is unlike spinning the teapot, at those parts of the work where the metal is folded down in close contact with the solid revolving mould therein employed; but in completing the upper part on the small block, fig. 258, the burnisher and rubber may be considered equivalent to the two antagonist forces, which lead the hammered vessel inwards or outwards, at the will of the operator.
This subject is too wide to enable anything more to be offered than a few general features, and I shall therefore proceed to trace briefly the practice in some examples.
Figs. 273.

274.

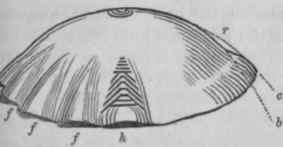
Fig. 273 represents the first stage of making the half of a copper ball; the metal is first driven with a mallet into a concave bed, generally of wood, in which it is hastily gathered up to a sweep of about the third part of a sphere, as a, a, fig. 274; but this puckers up the edge like a piece of fluted silk, or the serpentine margin of many shells, in the manner represented at fff, fig. 275, which is of twice the size of 274.
The next step is to remove the flutes or puckers by means of blows of the raising hammer, applied externally as indicated by the black lines at h, fig. 275; and in fig. 276 are represented 00 a still more enlarged scale, the relative positions of the hammer, anvil, and work. Thus A represents the globular face of the anvil, B the rounded edge of the raisin hammer, which like the pane of an ordinary hammer, stands at right angles to the handle, and a 1, shows the work, a being the edge, and 1 the point of the flute. The blows of the hammer are made to fall nearly on the center o, of the anvil, and at a small angle with the perpen-dicular, the hand being on the side a. A few blows arc given as tangents, or directly across the point of the flute, and when it exceeds the width of the hammer, oblique blows are given to restore the pointed character, to be followed by other blows parallel with the first, as shown at h, fig. 275. These hollow blows cause the sides of the flutes to slide into one another, almost as when two packs of cards, placed like the ridge of a house, penetrate into each other and sink down flat: in a manner somewhat resembling that by which the original and extreme margin in fig. 272, page 400, becomes, by the successive blows, contracted to the inner circle; but in the present case the plait slides down to the general curve of the spherical dish.
Figs. 275.
276.

If however the puckers of a large globe were entirely removed by hollow blows, the central lines of the flutes would become thickened, and therefore solid blows are mingled with them, or rather the one blow partakes of the two natures. Thus from the curvature and oblique position of the hammer, fig. 270, its face is solid at s, to that part immediately below it, but towards h, it rather bends than thins: the flatter the curves of the two surfaecs, the greater the extent of the solid or thinning blows. The plaits are not however entirely gathered up, as the dish a, a, fig. 274, always opens a little from the metal becoming stretched under the treatment for removing the flutes.
Throwing the work into flutes as described is not impeerative, for the hemisphere might be entirely raised, as in the succeeding d d 2 step, by blows on the outer surface upon a convex tool or bead, but the flutes quicken the process, and speedily give a concavity which is convenient, as it makes the work hang better on the rounded face of the anvil.
Continue to:
My Books

