Comparative Sketch Of The Applications Of The File, And Of The Engineer's Planing-Machine, Etc. Continued
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
Comparative Sketch Of The Applications Of The File, And Of The Engineer's Planing-Machine, Etc. Continued
Supposing the piece ABC, fig. 868, to be bevelled or chamfered on one or all of its edges, the slide which had been previously fixed in the vertical line, or perpendicularly, would be inclined the precise number of degrees required, so as to produce the chamfered edge with as much facility as the square or vertical edge,
■
The more convenient course in small and long works of sections resembling figs. 871 to 874, is to place upon the bed of the planing-machine two headstocks or lathe-heads, the one furnished with a dividing-plate, and so arranged that the axis of the headstock is strictly parallel with the path of the railway or main-slide of the planning-machine. In this case the planing-tool is almost always made to traverse horizontally, and which indeed is the most generally convenient. The triangular prism fig. 874 would be planed with great facility and truth by placing it in three successive positions, one-third of the circle or degrees asunder, by means of the dividing-plate; and if the axis of the headstocks were inclined vertically, a triangular pyramid or wedge, instead of a triangular prism, would be produced. The headstocks, if horizontal and shifted four times, or ninety degrees each time, would plane square or rectangular prisms, and of course also the rectangular faces of the pieces, 871, 872, and 873; and again if instead of constantly shifting the headstocks ninety degrees, as for the rectangular parts, the changes were thirty, forty-five, or sixty degrees, according to the angles respec-ly required in the objects represented, the bevilled or chamfered edges would be obtained with great facility and accuracy.
The planiug-machine almost entirely prevents the necessity for building up work in a dissected state, as in the figures 877, and 878, as such grooves may be sunk, and any fillets may be planed, upon the upper surfaces of works, the vertical or lateral surfaces, and even the lower or inferior surfaces, by bending the tools into appropriate forms, so as to reach into the parts, after the manner of fig. 439, page 534; as such contortions of the instruments do not in any respect interfere with the paths of the slides in which the tools are fixed and guided.
And consequently, many parts of machinery that if worked by hand would be very difficult of access, and also very difficult of proof in respect to their accuracy, arc accomplished in the planing-machine with a degree of facility most satisfactory to the mind, as regards their abstract truth and the parallelism of their various parts, however strangely situated and also most satisfactory, as regards the relative economy of the method; indeed the planing-machinc may be truly considered to have effected a most enormous and beneficial revolution in the art of metallic construction generally.
The key-grooves in wheels, for the keys or wedges by which they are attached to their shafts, when made by machinery, are cut out by a modification of the planing-machine invented by Mr. Richard Roberts, of Manchester; it is designated the key-groove engine, and may be presumed to have been derived from the mortising-engines in Brunel's block-machinery (ante, 505-6).
The cutter used in the key-groove engine resembles a strong mortise-chisel, and is reciprocated in a vertical line by means of a crank or excentric, whilst the wheel to be grooved is placed horizontally on a slide, and traversed towards the cutter until it has entered to the required depth. To make the groove taper to the same angle as the key or wedge, the slide is tilted some one or two degrees; and if two or three key-ways are wanted instead of one only, then the wheel is mounted on a species of turn-plate with notches cut on its edge, by means of which the grooves are placed at exactly equal distances, as in planing squares, hexagons, etc.
An offspring of the key-groove engine, called the paring or slotting-machine, is also commonly used to fulfil many of the works hitherto performed with the file. The tool of the slotting-machine resembles in all respects that used in cutting key-ways, but the slotting-machine has two horizontal slides at right angles to each other, and a circular adjustment or turn-plate, all three used in shifting the position of the work beneath the cutter, and all three fitted with apparatus for mechanically feeding the cut, as it is technically called, or for moving the respective slides a minute quantity between every stroke of the reciprocating cutter, thus making the machine self-acting.
In such a slotting and pariug-machine, the piece, fig. 879, on page 882, could be produced without the intervention of filing. The central hole d, and the holes at the one extremity of each mortise s s, and c c, would be first drilled; the work would be guided by a pin in the center of the turn-plate, fitted into the center hole d. The hole s would be elongated into the straight mortise by a chisel of the same width, the work being traversed beneath it by one of the straight slides. The other hole c, would be elongated into the circular mortise by the gradual adjustment of the turn-plate, which would swing the work round on its axis d. The turn-plate moving on d, would also serve for paring the outer edges parallel with the circular mortise, and the straight slides would enable the exterior straight lines of the work to be pared.
Even the small the small semicircles around the ends of the circular mortise, in fig. 879, might be shaped, if before the formation of this mortise, the piece were chucked with c, c, successively in the center of the turn-plate; or a clever workman, by moving the two slides by hand, or independently of the self-acting feed would follow any such outline with tolerable regularity; remov-ing: the bulk of the metal, and leaving the parts square on the edge, and pretty nearly perfect in form, so that a little filing would complete them satisfactorily; and thus, by the manual adjustment of the slides, many irregular curves arc pared out, to any particular outline previously drawn on the work, by that method which the mathematician would perhaps call the method of double ordinates.
Another modification of the planing-machine, called the shaping-machine, and which may be considered to have grown out of the paring-machine last alluded to, is much used in correcting the forms of the circular and other parts of large works of the character of figures 897 to 900, pages 893, 894. In such works, the central hole is first bored out; the object is then chucked on a spindle, or arbor, which may be almost considered as the mandrel of a turning-lathe; the tool is next traversed above the work, and in a line parallel with the axis of the mandrel, whilst, at every stroke, the mandrel is slightly moved on its axis; so that, in the end, the whole of the circular arc is accurately shaped.
These shaping-machines have also generally two rectilinear slides, at right angles both to each other and to the axis of the mandrel, either of which, or the revolving arbor, can be set to feed itself; so that, by a little dexterity of manipulation, all the edges of a piece, such as fig. 897, could be shaped, even including the hollow, as the cutting-tool is placed at the end of an arm, or radius, of some three to six inches, so as to be applicable to the cutting of inverted arcs.
In this manner, with the preparatory aid of the turninglathe, every part of the cross head, figs. 903 and 904, may be wrought mechanically. The work is first chucked in the lathe between centers on the line a a, whilst the whole of the contour in the side view, fig. 903, is turned, and also the bearings e e; it is then fixed transversely on the face-chuck of the lathe to bore out the center hole b b for the piston-rod, and to turn the central flat surface. After this the lines seen in the plan, fig. 904, may be completed in the shaping or paring-engine; the central convex part, by the twisting of the work on the general center; the concave parts by the twisting of the tool on the centers c c; and the straight parts, by the movement of the horizontal slides; and these several changes may be so nicely managed as to render the joinings of the several lines scarcely distinguishable.
Fig. 903.
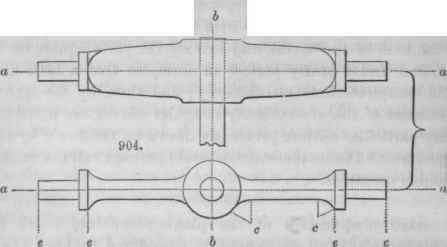
The method followed in making such works is not always as above described, as in many such pieces, especially in those of large size, the planing-machine is brought into requisition, and sometimes also boring machinery, by which likewise the hollows c c may be shaped out. The artist has altogether omitted the transverse mortise, for the key which fixes the piston-rod, and which mortise is made in the key-way or paring-engine, leaving, in fact, nothing to be accomplished by hand-labour.
Many of the varieties of machines for planing and shaping metal works with a single pointed tool, and various other machines of similar effect, in which circular cutters are used, might be here noticed, and in which numerous machines, objects that were formerly always shaped by filing, are now worked by machinery; but it is hoped enough has been shown to satisfy reader that almost any solid with plane or circular surfaces, however numerous or combined, and also many irregular or arbitrary surfaces are, in the present day, most effcetively produced by means strictly mechanical. But it will be borne in mind, that detailed investigation of these matters appertains more strictly to the proposed fifth volume, to be devoted to the "Principles and Practices of Mechanical Engineering," and in which it is proposed this trilling sketch should be filled up and elaborated.
The author cannot, however, conclude this chapter on files, their applications, and certain relative topics, without adverting the revolution as regards filing, consequent on the introduction of the planiug-machine and its descendants: a revolution more especially felt in regard to the larger classes of machinery.
The obvious effect, of the large and economic accession of engineers' tools which act by cutting, has been to lessen in a proportionate degree, the employment of files and of manual processes generally, amongst engineers and those occupied in the construction of large machinery. It necessarily follows as a result, that amongst such artizaus the practice of filing, from being less required, is far less generally learned by the present race of workmen; and, consequently, many of the latter, when deprived of th refined machinery of the workshop, and thrown upon their own handicraft or manual efforts with the simpler and earlier tools, are certainly less skilful than their predecessors.
The art of filing is, however, still largely employed, and will probably continue to be fostered as much as ever amongst artizans who work on smaller objects, and those to which machinery of the kind referred to, is less applicable than the file and its more simple congenitors, by means of which alone, when employed with skilful manipulation, highly elaborate and accurate works have been and may still be produced, although in many instances, at a greater cost.
In justice to the file it is also right to state, that in many cases it is indispensable that works produced in the planing and other machines, should be finished and adjusted by means of smooth files; and further, that the machines referred to are unavailable in many small works, which can only be produced by individuals who have been long and delicately skilled in the use of the file.
Continue to:
My Books

