Mandrels Mounted In Metal Headstocks. Part 3
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
Mandrels Mounted In Metal Headstocks. Part 3
The same form of back gearing is also applied to foot lathes, to the larger of which it offers advantages; applied to the five inch and smaller foot lathes it is however less requisite or serviceable, much of the increased power being absorbed by the friction of the apparatus, while the character of work for which they are employed can rarely require it. With foot lathes of five inch or less in center, a slow speed with sufficient power is obtained without additional labour to the operator, by the simple expedient of running the band from a small bevil or slow motion on the fly wheel, to a large groove on the mandrel pulley. This method also presents a not inconsiderable advantage, viz., that of a smoother cut, arising from the absence of vibration caused by the toothed wheels of the back gearing.
The combination of wheels, pinions and pulley employed for back geared lathes, may be traced to those added to the old millwright's dead center lathe for heavy turning. For work of moderate size allowing a quick speed-with a light cut, this lathe was driven by a catgut band or by a leathern strap on the steps of the pulley; large and heavy work required a slower speed to permit a heavier cut, attained by replacing the pulley by a toothed wheel driven by a pinion. For turning still larger diameters, it was necessary to duplicate the arrangement and to employ two wheels and two pinions, producing considerable reduction of velocity and proportionate increase in the power of rotation. The principal combinations of the driving gear of the mandrel pulley, together with their derivation, are indicated by figs. 87 to 90; the teeth of the wheels and the grooves in the pulleys are omitted, and for convenience of explanation, the wheels are supposed to be three times the diameter of the pinions.
Fig. 87.
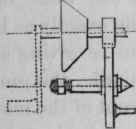
Fig. 88.

Fig. 89.

Fig. 90.
The dead center lathe fig. 87, which has no mandrel, carries the wheel revolving freely upon its axis in the place of a chuck; the pinion is attached to a shaft, turned by a winch handle, or more generally by a pulley for a strap. The wheel and pinion turn towards each other or rotate in opposite directions. The same wheel and pinion are applied to a revolving mandrel in fig. 88; but for work of small diameter, the band still runs directly to the pulley on the mandrel, and the back shaft not being then required, is for the time placed out of gear, being disengaged by sliding endways until the teeth of the wheel and pinion are out of contact. The band is used "open" when on the mandrel, but runs "crossed" when on the back shaft; requisite to produce the same direction of motion in the work, on account of the opposite paths of the mandrel and shaft, due to the single pair of toothed wheels.
Two wheels and two pinions for further reduction of velocity and increase of power, are shown by fig. 89; the speed of the driving pulley being now reduced and the power multiplied, three times by each pinion or nine times between them. There being now three axes, the direction of the driving pulley is the same as that of the mandrel, so that the strap runs open upon each; the connection between the wheels is broken as before, by sliding the middle axis endways.
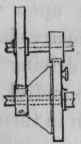
The back gearing, fig. 90, is derived from the last described and is the mode generally employed; this also requires two wheels and two pinions, but one spindle and one pulley are cancelled by the construction, which is shown on a larger scale by fig. 84. The pinion and pulley on the third spindle in fig. 89, are now fastened together, and are allowed to revolve loose upon the mandrel, as if they were one mass upon a stationary shaft, the second spindle remaining exactly as before. The driving band sets the pulley and pinion revolving around the mandrel, giving motion to the back spindle, the pinion of which in turn drives the wheel fixed on the front of the mandrel; and two pinions being used, this arrangement is identical with fig . 89, so far as speed and power are concerned. For turning small diameters, the cone pulley previously loose upon the mandrel is fixed to revolve with it, by means of a sliding bolt or by a screw attachment, which for the time, connects it immovably with the toothed wheel permanently attached at the front end of the mandrel. The back spindle is disengaged by sliding endways or by being mounted as an eccentric; it is retained in and out of gear by a hinged plate fitting a groove turned in it, or by a pin dropping into a hole through its bearings. In addition to its compactness, fig. 90, allows the band to run always on the same pulley and in the same direction, requiring no change except from fillet to fillet of the cone.
A modification of the same arrangement is sometimes applied through the chuck, but it is only used in the largest lathes. The back of the face plate is provided with a series of internal teeth, and the pinion shaft is sufficiently long, to allow the pinion to engage in this internal wheel. The pinion takes into a somewhat greater number of the teeth, than if worked externally upon a wheel of the same diameter, while the action is smoother with less risk of accident; in all other respects the arrangement is much the same as before. There is however a greater difference in the diameters of the wheels and pinions, which in fig. 91, are represented, as say one to three and one to six, and it therefore requires eighteen turns of the pulley for every revolution of the mandrel, decreasing the speed and increasing the power eighteen fold. Lathes to which this gearing arrangement is applied, are also sometimes provided with several changes of wheels, and those shown by the dotted lines are a copy of the dimensions of fig. 90, multiplying nine times. By employing two pairs of wheels on the mandrel and chuck and spindle respectively, say as one to three, one to four, one to five, and so on, six or eight different combinations may be effected, suitable to varying diameters and other peculiarities in the work. With the power thus applied to the chuck the mandrel is relieved from all torsion, but as the mandrel now follows the chuck, there would be some risk of the latter unscrewing; therefore, as the face plate also rarely requires to be removed in the ponderous lathes upon which this method is employed, all liability to such an accident is avoided by fixing the face plates to the mandrel by iron keys or wedges.
Continue to:
My Books

