Mandrels Mounted In Metal Headstocks. Part 2
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
Mandrels Mounted In Metal Headstocks. Part 2
The particular section of the traversing mandrel for screw cutting, fig. 83, also originated with the same authors. This mandrel is cylindrical and of steel hardened at its bearings, which work is hardened steel, cylindrical collars, shown shaded; the obtuse or second bearing cone of the plain mandrel is present, but it is reversed and works in the face of the front collar. The bearing of the cone is ensured and end play prevented for plain turning, by a steel cap put on at the back end of the mandrel and retained in position by the end screw; the face of the cap and the obtuse cone thus forming two shoulders, to exactly embrace the external faces of the steel collars in the headstock. Cylindrical collars are essential to permit the traverse for screw cutting, but the conical portions of the front collar and mandrel so far neutralize wear, that the traversing mandrel is very permanent and leaves little to be desired; together with its manipulation, it is further described.
Fig. 83.

The general types of the three principal varieties of mandrels used in the larger and power lathes, are given in figs. 84, 85, 86; which figures are intended to be viewed collectively, as an explanatory diagram, and are drawn without particular regard to exact proportions. The mandrel, fig. 84, works in brass or metal bearings, the upper halves of which are shown removed. Figs. 85 and 86, with their respective steel collars, are drawn in section; the pulley, wheels and pinions, and the general form of headstock are common to all three.
Fig. 84.
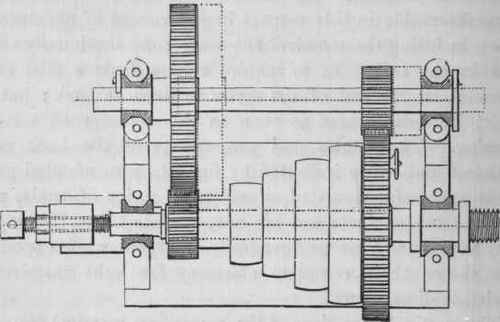
Fig. 85.

Fig. 86.

The mandrel, fig. 84, probably derived from the old mill driving shafts, is cylindrical at both extremities. The screw or nose for the chucks is large, and behind it the mandrel has two projections or flanges; the first affords the face or shoulder for the chucks to screw against, the other rests against the front bearing, with which it is adjusted in exact contact by the end screw at the opposite extremity, tapped into the cast iron head-stock or secured by double nuts. The end of this tail screw and that of the mandrel, are both of hardened steel and very slightly rounded, touching only by a small central portion. The tail pin of whatever form, is a very important addition to the mandrels of heavy lathes; it is constructed of appropriate strength to sustain nearly the whole of the endlong thrust upon the mandrel in boring and heavy surface turning, so as to very considerably reduce the surface friction, that would otherwise be entirely borne by the collars.
The mandrel fig. 85, was invented by the late Mr. Fox of Derby and is favorably known; the construction appears to have arisen from the idea of a rod supported between centers, modified to expose the one extremity for the reception of the chucks. The shaded conical steel collars are permanently fixed in the cast iron headstock, the mandrel has the screw and shoulder for the chucks, then a large cone which fits the front collar, followed by a cylindrical portion to receive the driving wheels, and then a smaller cylindrical part upon which a loose steel cone is fitted, standing the reverse way to the former. The loose cone is keyed to the mandrel and revolves with it, it is adjusted by a double nut behind, which places the two cones at the distance required by the conical collars and prevents end play, and last of all, there is the tail pin as before. This, is still more necessary than in the previous example having cylindrical bearings, for in addition to receiving the endlong thrust in turning, it now also prevents the front cone from being jammed into its seat. The cone acting as a wedge, both increases the endway pressure, and squeezes out the oil that should remain between the mandrel and the collars for lubrication, and without the tail pin, their surfaces are exposed to the risk of heating and deterioration from the friction. The adjustment of the tail pin in all cases should be only just sufficient to avoid undue friction in the collars, at the same time it should leave the mandrel under their guidance.
In the mandrel fig. 86, invented by the late Mr. Joseph Clement, for which he received the gold medal of the Society of Arts, all the working parts are of steel; the collars as before are fixed in the headstocks, but the two cones slope the same way. The cones of mandrels of this construction are carefully adjusted until they both bear equally, and this can be the more readily accomplished as the respective parts are in the solid, the two cones can be ground in at the same time, or the one or the other alone, as may be necessary. The mandrel is drawn down into its seat by a double nut behind, and supported as before by the tail pin.
The tail pin, sometimes called the "back stay for boring" is occasionally added to the traversing mandrel figs. 83 and 112; but from the comparatively light work to which the foot lathes are applied, it is not frequently essential. It is carried by a horizontal, transverse piece, which is attached by two short posts screwing into the back of the lathe head, on either side of the end of the mandrel. The tail pin is also frequently mounted in this manner upon the headstocks of the large power lathes, the strong transverse piece, being sometimes placed horizontally and at others vertically.
The single pulley upon the lathe mandrel, as already explained, is turned in grooves or steps of different diameters, the magnitude of which varies its leverage and determines the working speed and power. Increase in the diameter of the pulley is prevented by the dimensions of the headstocks and other circumstances, and therefore the limits are soon reached, within which a single pulley can be advantageously used in turning large and heavy metal works, upon the large mandrels lately described. These, usually set in motion by steam power, require additional driving apparatus of wheels and pinions in connection with their pulleys, to reduce the speed and obtain increase of power, and lathes so arranged are commonly known as "geared or back geared" lathes.
Continue to:
My Books

