Patents. Part 16
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
Patents. Part 16
But this angle KAD is not the same as that of the cutting edges, and the question to be answered in every case is the following: - Given the front angle of a tool (i. c. the plan of its point), and the cutting edge required by the metal which it is to cut, to find the angle of inclination KAD of the upper plane. This is an affair of trigonometrical calculation, and for practical purposes is best resolved into the form of a short table which I will give, simply remarking that I have not thought it necessary to state the results nearer than to the next half degree, which is indicated in decimals when it occurs as 69.5.
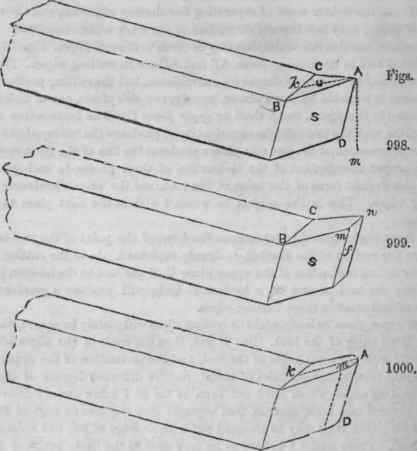
Table of the Angles k A D. | |||||||||
FRONT ANGLE upon A D. | CUTTING EDGE. | ||||||||
85° | 80° | 75° | 70° | 65° | 60° | 55° | 50o | 45° | |
150o | 80° | 74.5 | 69.5 | 64° | 59° | 54o | 48.5 | ||
140° | 79.5 | 74 | 69 | 63 | 58 | 52.5 | 47 | 415 | |
130° | 79 | 73.5 | 68 | 62 | 56.5 | 51 | 45 | 39 | |
120° | 84.5 | 78.5 | 72.5 | 67 | 60.5 | 55 | 49 | 42 | 35.5 |
110° | 84 | 78 | 715 | 65.5 | 59 | 525 | 46 | 38.5 | 30 |
100° | 88 5 | 77 | 70 | 63.5 | 56.5 | 495 | 42 | 33 | 23 |
90° | 83 | 76 | 68.5 | 61 | 53 | 45 | 36 | 25 | 0 |
80o | 82 | 74.5 | 66 | 58 | 49 | 39 | 27 | 0 | |
70o | 81 | 72.5 | 63 | 53.5 | 42 | 29 | 0 | ||
60o | 80 | 70 | 58.5 | 47 | 33 | 0 | |||
50o | 78 | 66 | 52 | 36 | 0 | ||||
40o | 75 | 59.5 | 40 | 0 | |||||
To use this table, toko the column which corresponds to the required cutting edge. The degree placed opposite to the front angle of the tool will show the nation of the upper plane U to the front angle, namely, the angle KAD. Thus to obtain cutting edges of 70o for a tool whose front angle is 90o, the plane U must be ground to an angle of 61o with the line of the front angle AD.
By means of this table several curious results may be obtained. For example I hare often seen tools for turning iron, in which the front angle AD has bow made 60o. Now referring to the table in the column for 60* (the proper cutting edge for iron), we find zero opposite to the front angle 60o, indicating that the desired form is impossible; that is to say, that it is impossible to place the upper plane of the tool at an angle that will cause it to make the desired cutting edges of 60o. The same front angle of 60o. under a cutting edge of 65o, gives the angle KAD equal to 33o, which is still too scute for the required strength, and even a cutting edge of 70o requires the weak angle KAD of 47o. In short, no proper edge can be given to an iron turning tool whose front angle AD is not greater than 60o.
To produce a stronger point the front angle of the tool is sometimes ground flat as at f in fig. 999, so as to make a short intermediate cutting edge at m n. It is dear that the angle of this new cutting edge m n is the same as KAD in fig. 998, in the table, which table will therefore serve for this new form. This shows the impossi-bility of making the front cutting edge m n, with the same angle as the other two, for the former will be much more acute than the latter, except they be all square edges. If it were not for this circumstance, this form would give a strong and effective tool, so that it is worth while to examine the amount of the objection.
Supposing the front angle of the tool (which in this ease is the angle at which the two side planes would meet), to bo 90°, the table shows that if the lateral cutting edges are 60o, the front edge m n will be 45°. As this is too acute to stand, let the front edge bo made 60°, this will give about 70* for the side edges. For iron and steel tools then, this form is bad, because the difference between the angles of the cutting edges is too great. The beet form for these metals appears to bo one in which the front angle of the point is made as obtuse as possible, and both the cutting edges alike
For example, the front angle may be made equal to 135o. This corresponds by the table for a cutting edge of 60°, to a vertical angle KAD of 57o, and produces a very strong tool, similar in form to the part of fig. 999, which is included between the planes S and f, but having both its cutting edges of the same degree of acuteness.
The same remarks apply, but not perhaps so forcibly, to the case of tools for east iron, in which the cutting edge should be about 70*. Thus if we give to the form fig. 999 lateral cutting edges Bm Cn of 70o (supposing as before that its side planes are inclined at 90*), the front edge m n will be only 61*; and if we make this front edge 70o, the lateral edges will bo about 76o. Thus the difference is much less than in the former example, but still the form of fig. 998 is preferable, and the more obtuse the front angle is made the stronger will the point of the tool be. An angle of 150° may be given to the front angle AD.
Sometimes tools are made nearly like fig. 999, but in which the front is rounded off, as in fig. 1000, instead of being blunted by a plane as at f. These are liable to the same objection as the form fig. 999; namely, the impossibility of giving an equal angle to all the cutting edges. For, comparing fig. 999 and fig. 1000, it is clear that the vertical angle KAD is the same in both, and that in the round point this angle passes through all degrees of acutenese, between that at A and that at m, instead of abruptly changing from one to the other at w, as in fig. 999.
Besides this, a shaving which is separated by a round tool, and which, consequently, has a curved section, cannot roll itself off the work with the same ease that a ribbon-shaped shaving does. It thus opposes greater resistance to the edge of the tool, and blunts it sooner. Also, a round-pointed tool is more difficult to keep in order than a tool whose edges are formed by planes alone.
On the whole, then, I am inclined to recommend the obtuse pointed tool for cylinder turning and the planing of flat surfaces; but the tool should terminate in an angular and not a rounded point, and the edge BD (see fig. 997), should be set nearly or quite parallel with the path of the tool, as from A to B, in turning a cylinder, or planing a flat surface. For more complicated figures, of course, different forms must be adopted, as for planing into corners or turning projections; but the same principle of keeping the front angle AD fig. 998, as obtuse as possible, may always be recollected with advantage.
There is yet another point to be remarked. In the above pages, the tool being assumed to rest upon a horizontal plane, the side planes S may be supposed to be vertical, and, consequently, the line of the front angle AD vertical also.
Continue to:
My Books

