Position Of The Gouge On The Cylinder
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
Position Of The Gouge On The Cylinder
In turning the softwoods, the gouge is usually held grasped firmly by the left hand, which is wrapped around the blade a short distance from the cutting edge, the knuckles uppermost and the fingers beneath; the end of the handle is held in the right hand, which is kept pressed close to the side of the body. The convex back of the tool is pressed on the rest by the left hand, the tee being placed sufficiently high for the shaft of the gouge to lie at about the angle shown by the dotted line fig. 335; when its bevil or cutting edge, lies nearly as a tangent to the circle of the cylinder under formation.
When the cutting bevil is exactly a tangent to the circle, there is no cutting action, its position then being really that at which the tool has ceased to cut; but if, while the bevil is thus in contact with the work, the handle of the gouge be slightly raised the leverage causes the tool to penetrate, because the edge then assumes the position of a tangent to a circle slightly less in diameter than that of the work. If the tool be then held perfectly still at this slightly differing inclination, so soon as the work has made one revolution, it will be reduced to this new circle, when the edge of the gouge will again become exactly a tangent and cease cutting; to be again made to cut by another slight rise of the handle and so on; the elevation given to the handle, regulating the thickness of the shaving. The gouge therefore materially assists in finding its cutting position, its bevil is always laid to the work just out of cut, and is then brought into work by slightly raising the handle. The two movements should be considered and practised as distinct, but the intuitive feeling that the gouge is correctly placed to the cut is rapidly acquired, after which, they are made almost involuntarily and as it were simultaneously.
Figs. 335 to 837, represent in three views, a cylinder carried by the prong chuck, the 'position of the rest and the positions assumed by the gouge, in the course of the reduction of the work from the rough block to the cylinder. The latter left roughly rounded from the paring knife, it is presumed, has been adjusted to run fairly true when supported between the prong chuck and the point of the popit head, by one of the methods already described.
In roughing or first turning the work true or concentric, the gouge has to he held and pressed on the rest with considerable firmness, with the handle held tightly and closely against the side ; in order that every cut now taken, so far as its separate width and depth extends, may at once reduce the work to circular truth. If on the contrary, the gouge be insufficiently held, it will oscillate with every revolution of the irregular surface of the cylinder, tending to perpetuate instead of reducing its errors. The first cuts upon the irregular cylinder are taken with the gouge held in the manner already described, but also twisted by both hands, until the blade lies on the rest on its right side near the edge, fig. 337; the shaft, held at about the vertical inclination, fig. 335, is also inclined to the right horizontally, fig. 336. The first cut is made about half an inch from the end of the cylinder, and so soon as the gouge has cut a complete circle, it is gently and steadily pushed to the end of the work by the left hand, at once reducing this small portion to truth. A second cut is now made at a little distance from the first, into which it is merged by the same means, and so on for the whole length of the cylinder; which, by the repetition of cuts taken in immediate succession, is reduced to an irregular but concentric figure. Should the work be very irregular, it may not be rendered concentric by one such series of cuts, and two or three would be taken, dividing the work to be done; the first series cropping down and partially reducing the irregularities, which would then completely disappear under the second or third.
Fig. 335. Fig. 336. Fig. 337.
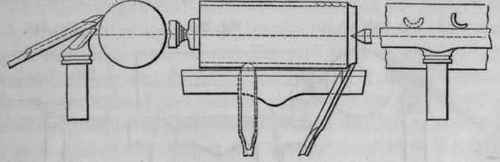
The various circles formed by these roughing out cuts, are then made uniform in depth, and into the straight line required by the cylinder. The gouge is held after the same manner, but at right angles to the work, and lying on the rest on the center of its back or convex side, shown by the dotted positions figs. 336. 337.; it is slowly traversed backwards and forwards from end to end of the rest, and produces a moderately even, but rather fibrous surface on the work. The tool is made to travel at an equal pace, that it may cut an equal amount all along the cylinder, and in a straight line upon the rest parallel with the axis of the work, to prevent that becoming taper, hollow, or rounding in respect of its length. The first few traverses of the tool, are sufficiently guided by the eye, after which the work may be tested with the callipers, to find those parts which require further reduction, previously to using the chisel. The diameter of the work, having been reduced by the shavings removed by the gouge, the rest has now to be placed a little closer, to reduce the increased interval between its edge and the work.
Continue to:
My Books

