Position Of The Chisel On The Cylinder
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
Position Of The Chisel On The Cylinder
The cutting action of the chisel is the same as that of the gouge and its management is similar, except in some details due to the difference in form of the two tools. The positions on the cylinder, are given by figs. 338 - 340. The chisel is held with the left hand folded round the blade, not far from the cutting bevil, the fingers beneath and the knuckles above; it is presented to the work with the shaft of the tool at a small horizontal angle fig. 339, and instead of lying flat on the rest, is tilted on the under corner of one side. It is made to traverse the cylinder, first from left to right and is turned over and tilted in the other direction, to proceed from right to left; the obtuse angle of the cutting edge invariably leading.
Fig. 338. Fig. 339. Fig. 340.
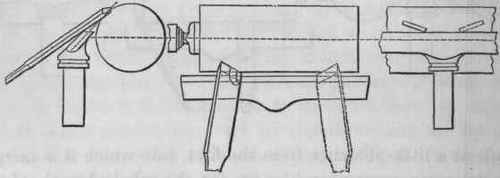
The chisel cuts with avidity, and if the entire width of its keen edge be presented to the cylinder, or any object longer than itself, the tool buries its edge in the work and is unmanageable; while the corners roughly ploughing up the fibres of the wood, entirely prevent any attempt to traverse it. For this reason the tool is tilted upon one corner of its side, which, with the oblique form to which it is ground, together with the horizontal angle at which the shaft is held on the rest, causes the cutting edge to lie as an oblique tangent on the work. The tool is in contact only at one point, situated about a third up the cutting edge from the obtuse angle, with both its corners entirely free and disengaged from the work. Although the cutting edge is ground obliquely, the chisel does not attain a sufficient angle, unless the tool be presented to the work with the shaft at an horizontal angle, fig. 339, and an equal cut, or thickness in the shaving removed, depends upon the horizontal angle and the vertical angle or tilt, being both equally maintained during the entire traverse of the tool along the cylinder.
The form of the chisel very considerably assists in finding its correct cutting position. In first applying the tool to the work, a portion of the flat side of the blade beyond the grinding, is first laid upon it, and the tool is then gently drawn towards the operator, during which time, it is made to assume both the horizontal and vertical angles. The right hand at the end of the handle, previously free of the body, arrives at its place against the side, at the same moment that the chisel has been drawn sufficiently towards the operator for it to rest on the work by its cutting bevil. No cutting takes place, until the handle is gently raised; when the edge assumes the position of an oblique tangent to a circle of slightly less diameter than that of the work; the shaving resulting, being of a thickness equal to the difference of radii between the two circles. The motions separately described, as required to place the tool in the cutting position, are quite the reverse of those employed for most turning tools. In practice, they follow each other rapidly and are nearly simultaneous, when, as the chisel is laid upon the work and drawn towards the operator, the bevil appears slightly to stroke the work, before it cuts the shaving.
The first traverses of the chisel remove the marks left on the cylinder by the gouge, the tool is then made to travel from end to end of the work, at an even pace and pressure, that it may remove an equal quantity all along it. The equality or otherwise in the thickness and width of the shavings produced, serves as a guide to show whether the rate of traverse and the angular position of the tool, have been correctly maintained throughout. To a beginner, it is at first somewhat difficult to maintain the shaving uninterruptedly, but this, and a sufficient equality, are readily arrived at by a little practice. The cylinder when turned smooth is tested for parallelism; the callipers are used with more care, than when applied to the cylinder left from the gouge, and should be provided with a set screw fig. 341, to prevent their accidental displacement.
That portion of the cylinder having the smallest diameter, being ascertained, the callipers are fixed to that size and the whole cylinder reduced to it. The portions in excess are reduced by shavings commenced at the larger diameter, and made to gradually die away to nothing in the course of the traverse to the smaller; effected by gradually lowering the handle, to vary the tangential position of the tool, until it entirely ceases to cut. The callipers being frequently tried from time to time, to find when the reductions have been carried sufficiently far to leave the cylinder true or everywhere equal in diameter.
To obtain a delicate equal shaving, the entire length of a cylinder or cone, or for a fine shaving that must begin and end in nothing, employed to correct the work when that is moderately small in diameter, and not far from its true or finished line, the chisel may be held in a different manner with advantage. The left hand, the back uppermost, has the whole of the fingers placed from above lightly around the work, which revolves within them; the left thumb is firmly pressed on the flat of the chisel, upon or just beyond the grinding, so that the under bevil of the blade is pressed on the work and forced to assume the most accurate tangential position. The right hand is shifted from the handle up to the blade, which it holds lightly on the rest, having only to assist in maintaining the tilt and to prevent the tool falling away from the cut by any lowering of the handle. The right forefinger is then sometimes stretched out along the side of the chisel; the traverse of the tool being much assisted by the left thumb, which aids by pushing the chisel along the cylinder, at the same time that it keeps it in accurate contact.
So soon as the gouge and chisel can be managed with tolerable facility, elementary practice may be continued by turning cylinders of lengths and diameters previously determined; the end surfaces being also turned flat, measured with the callipers and square. This requires more care, and may be taken as the first step in copying, the materials also not being wasted, but turned to account in being prepared to the cylindrical form for future use.
Continue to:
My Books

