Sawing Rectangular Pieces. Part 2
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
Sawing Rectangular Pieces. Part 2
When pieces are parallel in one direction and bevilled in the other, they may be cut out without any waste beyond that arising from the passage of the saw. In such cases the work is prepared as a parallel piece equal in thickness to the parallel measure of the objects, and the work is turned over between every cut so as to saw the pieces "heads and tails," or the wide end of the one from the narrow end of the other, as shown by the dotted lines in fig. 739. This mode is employed for ivory knife-handles, and for the thin slips for covering the keys of pianofortes, which are made thicker in front, where the principal wear occurs.
Triangles may be sawn out of parallel slips in a similar manner; thus, by using guides at the angle of forty-five degrees, and turning the work over each time, right-angled triangles, r, are produced exactly of one size; with sixty degrees, equilateral triangles, e, and so on for all others having two equal sides, a half triangle at each cud being the only waste. In manufactories where large quantities of bevilled works are sawn, it is usual to employ a wooden bevil guide for every different angle required; both from motives of economy, and also to prevent the accidental misadjustment of variable guides; and sometimes the unchangeable guides are made in metal.
9. Sawing bevilled edges and oblique prisms; or those in which the angular variations are in the vertical plane. - In cutting pieces with bevilled edges, a supplementary bed of metal, the hinge of which is quite close upon the saw-platform and against the saw, is occasionally employed; this may be set at all angles by a stay and binding-screw. But the more simple and usual plan is to employ supplementary wooden beds planed to the definite angles required, and through which beds, the saw is allowed to cut a thin kerf as usual.
A pretty example of the use of inclined saw-beds is seen in the so-called mosaic works, consisting of groups either of triangles, rhombuses, or of squares, cut in different coloured woods, and arranged so as to constitute various patterns, which it is proposed to distinguish as triangular mosaics and square mosaics. Mr. James Burrowes, of Tonbridge Wells, informs the author that nearly every sort of wood is used, both English and foreign, and also many sap-woods, but principally holly and ebony for white and black; and bar-wood, barberry, beech, cam-wood, cherry, deal, fustic, green ebony, king-wood, laurel, laburnum, lilac, mulberry, nutmeg, orange, partridge, plum, purple, yew, and walnut, for various colours. Mr. Burrowes adds, that he was the first to introduce this work in Tonbridge-ware turnery, boxes, and toys, although striped, feathered, and tesselated works somewhat of the same kind, were used long prior, in the bandings and stringings of ornamental cabinet-work.
For the triangular mosaics, beds of the angles of 45 and 22 1/2 degrees are principally used, but others of 15, 30, 60, and 75 degrees are also occasionally employed; they require guides for parallelism, either to be applied to the inclined beds themselves, or to be added to the parallel rule, with the power of adjustment vertically as well as horizontally; very thin saws are used, and they project but little through the beds.
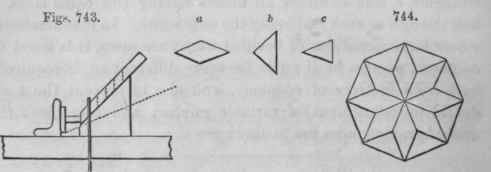
The wood is cut in pieces six or seven inches long, first into veneers of appropriate thickness, the formation of which into slender squares requires no explanation. Figure 743 shows that a bed of 45 degrees, will at one cut for each piece, convert the veneer into rhombuses figured separately at a, the acute angles of which measure 45, the obtuse 135 degrees each; and when the wood is turned over between each cut, right-angled triangles b, are produced, with the same bed. When, as in the dotted line fig. 743, the bed measures 22 1/2 degrees, and the work is also turned over, triangles are produced such as c, and from which three figures, a, b, c, almost all the work is compounded.
Such of the pieces as are required to form the pattern, are selected and carefully arranged in groups on the bench: one man picks up a small group, brushes thorn over quickly with thin glue, and hands them to another workman, who dexterously arranges them in their required positions; and further quantities of the pieces are handed up by the first workman, until all that constitute the first glueing arc arranged. The stick, or faggot, is then tightly bound with string, and before the last coils are strained around the mass, any pieces which stand out beyond their true positions, are rapped with the hammer along the side of the faggot.
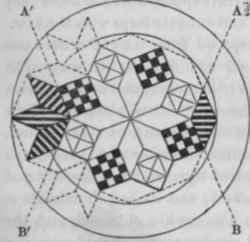
Generally, eight rhombuses, a, constitute the central group, as in fig. 744, and the eight angles are then filled up by right-angled triangles, b, thus producing an octagon, which is allowed to dry. At other times, the eight rhombuses, a, are combined for the central star, the hollow angles of which are filled in by eight squares, which themselves produce eight new angles, A B, fig. 745, each measuring 135 degrees. Sometimes each angle
Fig. 745.
746.

A B, is filled by the obtuse angle of one rhombus, a, and this also produces an octagon. At other times, each angle, A' B', is filled by the three acute angles of three rhombuses, a, which together measure 135 degrees also (one group being striped, the others only dotted), and afterwards 16 right-angled triangles, b, complete a nearly circular figure. The whole of the latter group would be combined at one glueing by dexterous workmen; except when the squares or other pieces are themselves compounded of little bits, which is a preparatory process.
The central octagon, fig. 744, when dry, is often surrounded by other sectional groups, as in fig. 746, either eight compounded triangles, such as c, with the new spaces filled by eight right-angles, b, to reconstitute the octagon, or else eight wedge-form pieces, d, are alone used. The edges of the sections are glued, and quickly placed around the octagonal nucleus, after which the whole is sometimes fixed between powerful clamps, or wedged within external rings; at other times, string is again used to bring the parts together.
Continue to:
My Books

