Section II. - Drawing Metal Tubes
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
Section II. - Drawing Metal Tubes
The perfection of tubes is mainly dependent on the drawing process, conducted in a manner similar to that employed for drawing wire. Many of the brass tubes for common purposes, when they have been bent up and soldered edge to edge, as in fig. 247, page 393, are only drawn through a hole which makes them tolerably round and smooth externally, but leaves the interior of the tubes in the condition in which they left the fire after they were soldered, and nearly as soft as at first.
Figs. 302
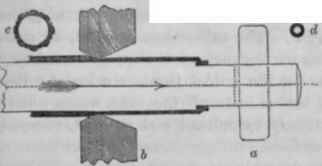
303.
The sliding tubes for telescopes, and many similar works, are "drawn inside and out," and rendered very hard and elastic, by the method represented in fig. 302; the form of the plate b, being exaggerated to explain the shape. For example, the tube when soldered is forced upon an accurate steel cylinder or triblet, in doing which it is rounded tolerably to the form with a wooden mallet, so as to touch the mandrel in places; the end is set down with the hammer around the shoulder or reduction of the triblet, and on drawing the tube and triblet, by means of the loose key or transverse piece a, through the draw-plate b, the tube becomes elongated, and contracted close upon the triblet at every part, as the metal is squeezed between the mandrel and plate. The fluted tubes for pencil-cases, such as c, are drawn in this manner through ornamental plates, the triblets being in general cylindrical. Some of the drawn tube called joint-wire, is much smaller than d, and is used by silversmiths, for hinges and joints. It is drawn upon a piece of steel wire, which being too small to admit the shoulder for holding on the tube, the latter is tapered off with a file, and the tube and wire are grasped together within the dogs, and drawn like a piece of solid wire. A semicircular channel is filed half way in both the parts to be hinged, and short pieces of the joint-wire are soldered in each alternately.
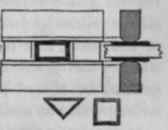
Triangular, square, and rectangular brass tubes, are in common use in France for sliding rules and measures; these are made in draw-plates with moveable dies, fig. 303, which admit of adjustment for size: the dies are rounded on their inner edges, and are contained in a square frame with adjusting screws, and the whole lies against a solid perforated plate.
In the general way, tubes of small diameters are completed at two draughts, sometimes three are used, and by this time the tube has received its maximum amount of hardness; therefore the first thickness of the metal and the diameter of the plates require a nice adjustment. The tube, when finished, is drawn off the triblet by putting the key through the opposite extremity of the same, and drawing the triblet through a brass collar, which exactly fits it; this thrusts off the tube, which will in general be almost perfectly cylindrical and straight, except a trifling waste at each end.
It requires a very considerable assortment of truly cylindrical triblets to suit all works: and when the tubes are used in pairs, or to slide within one another as in telescopes, it calls for a nice correspondence or strict equality of size, between the aperture of the last draw-plate, and the diameter of the triblet for the size next larger; and as these holes are continually wearing, it requires good management to keep the succession in due order, by making new plates for the last draught and adapting the old ones to the prior stages. Sometimes, for an occasional purpose, the triblet is enlarged by leaving a tube upon it and drawing the work thereupon; but this is not so well as the turned and ground surface of the steel triblet.
Tubes from 1/10 inch internal diameter, and 8 or 10 inches long, up to those of 2 or 3 inches diameter, and 4 or 5 feet long, are drawn vertically by means of a strong chain wound on a barrel by wheels and pinions as in a crane. In Messrs. Donkin's enormous tube-drawing machine, which is applicable to making tubes, or rather cylinders, for paper-making and other machinery, as large as 26 1/2 inches diameter and 6 1/2 feet long, a vertical screw is used, the nut of which is turned round by toothed wheels driven by six men at a windlass.
All the tubes previously referred to are made of sheet-metals turned up and soldered edge to edge, but lead and tin pipes for water, and other fluids, have for a long period been cast as thick tubes, some 20 to 30 inches long, and extended to the length of 10, 12 or 15 feet on triolets, which require to be very exactly cylindrical or they cannot be withdrawn from the pipes.*
The brass tubes for the boilers of locomotive engines arc now similarly made by casting and drawing without being soldered, and some of these are drawn taper in their thickness as described in Note AD, page 976 of the Appendix to Vol. II.
The ductility of tin is very great; it was from the ordinary tin tube of commerce, (which is cast about 2 feet long, 1/2 inch thick, and drawn out to about 10 feet,) that Mr. Rand prepared his patent collapsible vessels for artists' oils and colours. Pieces 3 inches long were extended to 30 inches by drawing them through ten draw-plates, which are sometimes placed in immediate succession, the one to commence just as the other had finished. The tube seemed to grow under the operation, and it was thus reduced without annealing, from half an inch thick as cast, to the 170th of an inch thick, and it was stretched fully sixty times in length. This mode of making the tubes of patent collapsible vessels has been superseded by another, presenting far greater ingenuity and described in the Note AE," page 077 of the Appendix to Vol. II.
Some of the smallest tin tube of commerce, when removed from the ten-foot triblets, is drawn through smaller plates without any triblet being used; this reduces the diameter with little change of thickness, so that the half-inch tube becomes a nearly solid wire, measuring about 1/4 inch diameter externally, which is known as beading, and used to form the raised ledges around tables and counters covered with pewter.†
* Various patents bare been taken out by Burr, Hague, Gethen, Hanson, and others, for making lead pipes without the necessity of drawing. - Set London Journal of Arts and Sciences, In Hanson's potent (1837, Vol. XVI., p. 344) the melted lead is poured into a vertical cylinder, "and as soon as this metal is set, or becomes hard or solid, and before it becomes cold," the lead is forced downwards by hydrostatic pressure, through a short tube or mould, with a central triblet kept in position by four arms or thin fins, and the metal becomes a continuous pipe, as the four sections are effectually united by the great heat and the pressure employed.
† Before quitting the subject of tubes and wires, I will refer to an ingenious instrument connected with them; a pair of proportional compasses, the arms of which are as 1 to 3 1/4, so that the diameter of the tube being measured by the shorter arms, the longer denote the width of the strip of metal required to produce it
Continue to:
My Books

